PouĆŸitĂ mÄdÄnĂœch materiĂĄlĆŻ pro rozvod plynu, novĂ© TPG 700 01
Ke zvĂœĆĄenĂ©mu zĂĄjmu o mÄdÄnĂ© potrubĂ pro rozvody plynu v budovĂĄch pĆispÄl rovnÄĆŸ nĂĄstup lisovanĂœch spojĆŻ do tĂ©to oblasti. Jejich pouĆŸitĂ se vyznaÄuje mimo jinĂ© vysokou poĆŸĂĄrnĂ bezpeÄnostĂ pĆi provĂĄdÄnĂ montĂĄĆŸnĂch pracĂ.
I. Ăvod
Pro rozvod plynu v budovĂĄch se aĆŸ donedĂĄvna pouĆŸĂvalo pouze ocelovĂ© potrubĂ se svaĆovanĂœmi spoji. NĂĄstupem mÄdÄnĂ©ho potrubĂ a tvarovek do technickĂœch zaĆĂzenĂ budov (TZB) a jeho certifikacĂ pro rozvody plynu se stĂĄle ÄastÄji pouĆŸĂvĂĄ mÄdÄnĂ© potrubĂ a to pĆedevĆĄĂm proto, ĆŸe jeho montĂĄĆŸnĂ technologie je velmi snadnĂĄ, provedenĂ rozvodu je estetickĂ© a ĆŸivotnost mimoĆĂĄdnÄ vysokĂĄ. K ÄastĂ©mu pouĆŸitĂ mÄdÄnĂœch trubek a tvarovek v oblasti plynovĂœch rozvodĆŻ pĆispĂvĂĄ nepochybnÄ i to, ĆŸe instalatĂ©rskĂĄ firma, provĂĄdÄjĂcĂ instalaci plynovodu, provĂĄdĂ obvykle i rozvody ostatnĂch mĂ©diĂ (vody a vytĂĄpÄnĂ) takĂ© z mÄdÄnĂœch trubek. MontĂĄĆŸnĂ prĂĄce pĆi pouĆŸitĂ jednotnĂ©ho materiĂĄlu, jednotnĂ© montĂĄĆŸnĂ technologie a tedy i stejnĂ©ho nĂĄĆadĂ pro vĆĄechny typy rozvodĆŻ, se tĂm zjednoduĆĄujĂ a zlevĆujĂ.
Ke zvĂœĆĄenĂ©mu zĂĄjmu o mÄdÄnĂ© potrubĂ pro rozvody plynu v budovĂĄch pĆispÄl rovnÄĆŸ nĂĄstup lisovanĂœch spojĆŻ do tĂ©to oblasti. Jejich pouĆŸitĂ se vyznaÄuje vysokou poĆŸĂĄrnĂ bezpeÄnostĂ pĆi provĂĄdÄnĂ montĂĄĆŸnĂch pracĂ, coĆŸ mĂĄ velkĂœ vĂœznam takĂ© pĆi opravĂĄch, vĆĄude tam, kde by pouĆŸitĂ kapilĂĄrnĂho pĂĄjenĂ bylo problematickĂ©.
II. MÄdÄnĂ© trubky - jejich zĂĄkladnĂ vlastnosti
UĆŸivatelĂ© znajĂ vĂœrobky z mÄdi jako vĂœrobky, vyznaÄujĂcĂ se vysokou ĆŸivotnostĂ a spolehlivostĂ. Z fyzikĂĄlnĂch vlastnostĂ mÄdi je vĂtanĂĄ jejĂ velmi dobrĂĄ tepelnĂĄ vodivost (305 W/mK) a pomÄrnÄ malĂĄ tepelnĂĄ roztaĆŸnost (α = 0,017 mm/m°C). MÄÄ je baktericidnĂ kov - potlaÄuje rozvoj bakteriĂ. SamotnĂ© mÄdÄnĂ© trubky jsou vyrĂĄbÄny modernĂ technologiĂ a platĂ pro nÄ pĆĂsnĂ© pĆedpisy, kterĂ© zaruÄujĂ jejich materiĂĄlnĂ, tvarovou i pevnostnĂ kvalitu. NejdĆŻleĆŸitÄjĆĄĂ normou z tohoto pohledu je ÄSN EN 1057. Trubky podle tĂ©to normy vyrobenĂ©, jsou urÄeny pro celou oblast technickĂœch zaĆĂzenĂ budov, tedy pro rozvody pitnĂ© vody, teplĂ© vody, pro topenĂĄĆskĂ© rozvody, pro rozvody plynĆŻ a takĂ© pro rozvody topnĂœch olejĆŻ. Jsou vyrĂĄbÄny z mÄdi o vysokĂ© ÄistotÄ (Cu + Ag min 99,90 % a 0,015 % ≤ P ≤ 0,040 %). Tato tĆĂda mÄdi je oznaÄena buÄ Cu-DHP, nebo CW024A. Podle samotnĂ©ho stavu materiĂĄlu jsou trubky dodĂĄvĂĄny ve tĆech provedenĂch a to jako mÄkkĂ© R 220, polotvrdĂ© R 250 a tvrdĂ© R 290. OznaÄenĂ vyjadĆuje minimĂĄlnĂ hodnotu pevnosti v tahu. MÄdÄnĂ© trubky majĂ stoprocentnĂ kyslĂkovou bariĂ©ru. Pro zĂĄkaznĂka je dĆŻleĆŸitĂ©, ĆŸe uvedenĂĄ norma uklĂĄdĂĄ vĂœrobci za povinnost, vyznaÄit na trubce (od prĆŻmÄru 10 mm aĆŸ do prĆŻmÄru 54 mm) nesmazatelnĂœm zpĆŻsobem ve vzdĂĄlenostech ne vÄtĆĄĂch neĆŸ 600 mm tyto Ășdaje:
- ÄĂslo normy (EN 1057)
- jmenovitĂ© rozmÄry pĆĂÄnĂ©ho prĆŻĆezu (napĆ. 18 x 1)
- identifikaci stavu materiĂĄlu R 250 znaÄkou
- identifikaÄnĂ znaÄku vĂœrobce
- datum vĂœroby: (rok a ÄtvrtletĂ, nebo rok a mÄsĂc).
Pro trubky o prĆŻmÄru menĆĄĂm neĆŸ 10 mm a vÄtĆĄĂm neĆŸ 54 mm pak platĂ, ĆŸe musĂ bĂœt nejmĂ©nÄ obdobnÄ oznaÄeny na obou koncĂch. TĂmto oznaÄenĂm mĂĄ bĂœt zajiĆĄtÄno, ĆŸe pro uvedenou oblast TZB nebudou pouĆŸity mÄdÄnĂ© trubky, vyrobenĂ© pro jinĂ© ĂșÄely, napĆ. pro vĂœrobu nĂĄbytku apod.
Z hlediska izolacĂ se mÄdÄnĂ© trubky dodĂĄvajĂ jako holĂ©, nebo s izolacĂ proti agresivnĂm vlivĆŻm, anebo s tepelnou izolacĂ. Lze je nakoupit v rovnĂœch tyÄĂch o dĂ©lce 5 m, nebo takĂ© ve svitcĂch o dĂ©lce 25m anebo 50 m. Ve svitcĂch se ovĆĄem dodĂĄvajĂ pouze trubky v provedenĂ mÄkkĂ©m (R 220) a to aĆŸ do prĆŻmÄru 22 mm. PouĆŸitĂ urÄitĂ©ho typu trubky je vĆŸdy dĂĄno poĆŸadavky projektanta a lze si vybrat z nabĂdky renomovanĂœch vĂœrobcĆŻ. Dimenze mÄdÄnĂ© trubky se vĆŸdy udĂĄvĂĄ pĆes povrch trubky a to:
vnÄjĆĄĂ prĆŻmÄr x tlouĆĄĆ„ka stÄny. Je tomu tak zejmĂ©na proto, ĆŸe pro nerozebĂratelnĂ© spoje trubek se stĂĄle jeĆĄtÄ pouĆŸĂvĂĄ v pĆevĂĄĆŸnĂ© mĂĆe kapilĂĄrnĂ pĂĄjenĂ, kde zĂĄsadnĂ Ășlohu hraje sprĂĄvnĂĄ velikost kapilĂĄrnĂ mezery mezi vnÄjĆĄĂm povrchem trubky a vnitĆnĂm povrchem tvarovky. VĂœpoÄtem rozvodu je vĆŸdy urÄena dimenze trubky. JejĂ dalĆĄĂ vĂœbÄr z normy je dĂĄn odbornĂœmi pĆedpisy. Pro rozvody plynu je moĆŸno pouĆŸĂt pouze zĂĄkladnĂ rozmÄrovou Ćadu trubek (viz. Tab. 1)
| VnÄjĆĄĂ prĆŻmÄr [mm] | TlouĆĄĆ„ka stÄny [mm] | Hodnota kapilĂĄrnĂ mezery [mm] | Hmotnost [kg/m] | VodnĂ obsah [l/m] |
|---|---|---|---|---|
| 6 | 1 | 0,02 aĆŸ 0,3 | 0,140 | 0,013 |
| 8 | 1 | 0,196 | 0,028 | |
| 10 | 1 | 0,252 | 0,050 | |
| 12 | 1 | 0,308 | 0,79 | |
| 15 | 1 | 0,391 | 0,133 | |
| 18 | 1 | 0,475 | 0,201 | |
| 22 | 1 | 0,587 | 0,314 | |
| 28 | 1,5 | 1,110 | 0,491 | |
| 35 | 1,5 | 1,410 | 0,804 | |
| 42 | 1,5 | 1,700 | 1,195 | |
| 54 | 2 | 2,910 | 1,963 | |
| 64 | 2 | do 0,4 | 3,427 | 2,827 |
| 76,1 | 2 | 4,144 | 4,083 | |
| 88,9 | 2 | 4,859 | 5,661 | |
| 108 | 2,5 | 7,374 | 8,332 |
Tabulka 1: ZĂĄkladnĂ rozmÄrovĂĄ Ćada trubek pro TZB
III. Tvarovky
Spoje mÄdÄnĂœch trubek se dÄlĂ na spoje nerozebĂratelnĂ© a spoje rozebĂratelnĂ©. U spojĆŻ nerozebĂratelnĂœch jsou upĆednostĆovĂĄny spoje kapilĂĄrnÄ pĂĄjenĂ©, ale zaÄĂnajĂ se stĂĄle vĂce uplatĆovat spoje lisovanĂ© a od tlouĆĄĆ„ky stÄny trubky a tvarovky 1,5 mm se mohou pouĆŸĂvat takĂ© spoje svaĆovanĂ©.
Spoje svaĆovanĂ© se ale prakticky pouĆŸĂvajĂ aĆŸ nad prĆŻmÄr 108 mm, protoĆŸe jde o technologii nĂĄroÄnÄjĆĄĂ neĆŸ je pĂĄjenĂ, anebo lisovĂĄnĂ.
1. Tvarovky ke kapilĂĄrnĂmu pĂĄjenĂ
VyrĂĄbÄjĂ se podle normy ÄSN EN 1254 - 1. Jejich materiĂĄl je stejnĂœ jako materiĂĄl trubek. V pĆĂpadÄ, kdy potĆebujeme pĆejĂt z mÄdÄnĂ© trubky na trubku nebo armaturu z jinĂ©ho materiĂĄlu, je nutno pouĆŸĂt tvarovku z pĆechodovĂ©ho kovu. TĂmto pĆechodovĂœm kovem je ÄervenĂœ bronz, anebo mosaz.
2. Tvarovky pro lisované spoje
EvropskĂĄ norma pro tyto tvarovky je prozatĂm ve stadiu pĆĂpravy tj. prEN 1254-7. Tvarovky k lisovĂĄnĂ se vyrĂĄbÄjĂ z mÄdi a ze slitin mÄdi podobnÄ jako tvarovky pro kapilĂĄrnĂ pĂĄjenĂ. KaĆŸdĂĄ tvarovka pro lisovanĂœ spoj, urÄenĂĄ pro rozvody plynu musĂ mĂt zĆetelnÄ vyznaÄeno:
- oznaÄenĂ ĆŸlutou barvou, nebo nĂĄpis GAS, pĆĂpadnÄ PLYN
- hodnotu PN
- odolnost tvarovky proti vysokĂœm teplotĂĄm GT
OdolnostĂ tvarovky se rozumĂ pĆedevĆĄĂm odolnost pouĆŸitĂ©ho tÄsnÄnĂ vĆŻÄi tÄmto vysokĂœm teplotĂĄm. TakovĂœmto tÄsnÄnĂm je napĆ. HNBR (akrynitril - butadien - kauÄuk). KaĆŸdĂ© tÄsnÄnĂ, pouĆŸitĂ© v rozvodech plynu musĂ takĂ© vykazovat odolnost proti dlouhodobĂ©mu pĆŻsobenĂ plynu.
3. NavaĆovanĂ© tvarovky
Jak jiĆŸ bylo poznamenĂĄno, lze je pouĆŸĂt aĆŸ od tlouĆĄĆ„ky stÄny 1,5 mm a jejich objednĂĄvku je nutno specifikovat podle trubek, s nimiĆŸ budou tvarovky svaĆeny.
IV. Påjené spoje
DÄlĂ se podle pracovnĂ teploty pĆi pĂĄjenĂ na spoje pĂĄjenĂ© namÄkko tj. spoje, kde tavĂcĂ teplota pĂĄjky pĆi pĂĄjenĂ nenĂ vyĆĄĆĄĂ neĆŸ 450 °C a spoje pĂĄjenĂ© natvrdo - pracovnĂ teplota pĆi pĂĄjenĂ je vyĆĄĆĄĂ neĆŸ 450 °C. To, zda bude pouĆŸito pĂĄjenĂ namÄkko, nebo natvrdo, urÄujĂ pĆedpisy (viz. Tab. 2).
| Oblast pouĆŸitĂ | PĂĄjenĂœ spoj | |
|---|---|---|
| TvrdĂœ | MÄkkĂœ | |
| ZemnĂ plyn | + | - |
| TekutĂœ plyn | + | - |
| PitnĂĄ voda do Ø 28 mm (a vÄetnÄ) | - | + |
| PitnĂĄ voda nad Ø 28 mm | + | + |
| TeplovodnĂ vytĂĄpÄnĂ | + | + |
| HorkovodnĂ vytĂĄpÄnĂ (nad 110 °C) | + | - |
| TopnĂœ olej | + | - |
| PodlahovĂ© vytĂĄpÄnĂ | + | - |
| ChladĂcĂ zaĆĂzenĂ | + | - |
Tab. 2 PĂĄjenĂ© spoje podle pouĆŸitĂ
Ve vĆĄech v tabulce Ä.2 uvedenĂœch rozvodech se mohou, kromÄ LPG, pouĆŸĂvat ĆemeslnÄ pĆipravenĂ© hrdlovĂ© spoje, kterĂ© vychĂĄzejĂ levnÄji, ale Äasto jsou i zde upĆednostĆovĂĄny tvarovky vyrobenĂ© v tovĂĄrnÄ.
SprĂĄvnĂœ technologickĂœ postup pĆi kapilĂĄrnĂm pĂĄjenĂ zahrnuje:
- uĆĂznutĂ trubky ĆezaÄkou (ale u trubek R 220 to mĂĄ bĂœt pilka s jemnĂœmi zuby)
- sraĆŸenĂ vnÄjĆĄĂ a vnitĆnĂ hrany trubky (odjehlenĂ)
- kalibrovĂĄnĂ trubky (u trubek dodĂĄvanĂœch ve svitcĂch bezpodmĂneÄnÄ)
- oÄiĆĄtÄnĂ povrchu trubky a vnitĆku otvoru tvarovky.
- nanesenĂ tavidla na konec trubky (pĆi pĂĄjenĂ mÄÄ - mÄÄ pĆi pouĆŸitĂ fosforovĂœch pĂĄjek nenĂ nutnĂ©)
- zasunutĂ trubky do tvarovky aĆŸ na doraz
- oÄiĆĄtÄnĂ okolĂ spoje od pĆebyteÄnĂ© pasty nebo tavidla
- pĂĄjenĂ
- oÄiĆĄtÄnĂ spoje
ProtoĆŸe ĆŸivotnost rozvodĆŻ Ășzce souvisĂ s kvalitou provedenĂœch spojĆŻ, podĂvejme se na pĆĂÄiny, kterĂ© mohou vĂ©st ke snĂĆŸenĂ celkovĂ© ĆŸivotnosti.
a) NezkalibrovanĂĄ trubka -
ĆĄpatnĂĄ hodnota
kapilĂĄrnĂ mezery - pĂĄjka zateÄe nerovnomÄrnÄ.
b) ZĂșĆŸenĂœ prĆŻĆez tavidlem nanesenĂœm do trubky.
c) ĆezĂĄnĂm zĂșĆŸenĂœ
prĆŻĆez - nezkalibrovanĂœ.
d) SprĂĄvnÄ provedenĂœ spoj.
Obr. Ä. 1 NejÄastÄji se vyskytujĂcĂ chyby pĆi kapilĂĄrnĂm pĂĄjenĂ
Na obr. Ä. 1 d) je vidÄt, ĆŸe pokud je spoj ĆĂĄdnÄ pĆipraven, pĂĄjka nepĆeteÄe v ĆŸĂĄdnĂ©m pĆĂpadÄ hranu zasunutĂ© trubky a vyplnĂ celĂœ spoj rovnomÄrnÄ. Nedojde ke zĂșĆŸenĂ prĆŻtoÄnĂ©ho prĆŻĆezu. Toto zĂșĆŸenĂ (obr. 1 b, 1 c) mĂĄ za nĂĄsledek mĂstnĂ prudkĂ© zvĂœĆĄenĂ rychlosti, prudkĂœ pokles tlaku a v rozvodech vody v samotnĂ©m dĆŻsledku i moĆŸnĂœ vznik kavitace. U rozvodĆŻ plynu znamenĂĄ takovĂ© mĂsto, zĂșĆŸenĂ© neodbornĂœm provedenĂm spoje, zvĂœĆĄenĂ tlakovĂœch ztrĂĄt.
V. LisovanĂ© spoje mÄdÄnĂ©ho potrubĂ
LisovanĂ© spoje mÄdÄnĂ©ho potrubĂ se pouĆŸĂvajĂ pro rozvody vody, vytĂĄpÄnĂ a v souÄasnĂ© dobÄ jiĆŸ takĂ© i pro rozvody plynu. Bylo ĆeÄeno Ășvodem, ĆŸe jde o technologii rychlou, spolehlivou, s vysokou poĆŸĂĄrnĂ bezpeÄnostĂ
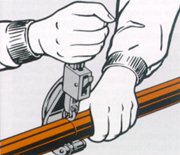 1. Trubku zkrĂĄtit - koleÄkovĂœ ĆezĂĄk nebo jemnozubĂĄ pilka |
 2. Trubku vnitĆnÄ i vnÄ odhrotovat pĆĂpadnÄ zkalibrovat |
 3. Zkontrolovat sprĂĄvnĂœ dosed tÄsnĂcĂho krouĆŸku |
||
 4. LisovacĂ spojku lehkĂœm otĂĄÄenĂm posouvat aĆŸ na doraz |
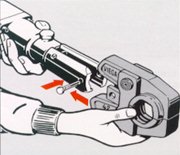 5. LisovacĂ Äelist nastrÄit na lis a fixaÄnĂ Äep vsunout-zasmeknout |
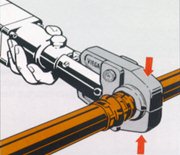 6. Provést zalisovånà |
Obr. Ä. 2 TechnologickĂœ postup lisovanĂ©ho spoje
VI. NÄkterĂ© odliĆĄnĂ© montĂĄĆŸnĂ zĂĄsady pro mÄdÄnĂ© trubky
- Pravidlo toku, tak jak je nÄkdy tato zĂĄsada u rozvodĆŻ pitnĂ© vody nazĂœvĂĄna, nĂĄs upozorĆuje na to, ĆŸe v situacĂch, kdy chceme kombinovat mÄdÄnĂ© potrubĂ s potrubĂm pozinkovanĂœm, coĆŸ je napĆ. pĆi renovaci bytovĂœch domĆŻ, mĆŻĆŸe bĂœt mÄdÄnĂ© potrubĂ pouĆŸito aĆŸ na konci rozvodu. Je tomu tak proto, ĆŸe pitnĂĄ voda a takĂ© teplĂĄ voda obsahujĂ velkĂ© mnoĆŸstvĂ kyslĂku, kterĂœ by spolu s mÄdÄnĂœmi ionty mohl zpĆŻsobit bodovou korozi pozinkovanĂ©ho potrubĂ. TakĂ© v cirkulaÄnĂch soustavĂĄch teplĂ© vody by proto mÄl mĂt ocelovĂœ ohĆĂvĂĄk povrchovou ochranu. Toto neplatĂ v topenĂĄĆskĂœch rozvodech, protoĆŸe zde se povaĆŸuje vodnĂ obsah otopnĂ© soustavy z hlediska obsahu plynĆŻ a tedy i kyslĂku za uklidnÄnĂœ (zbavenĂœ plynĆŻ).
- PĆechod z mÄdÄnĂ©ho potrubĂ na armatury z jinĂ©ho kovu je nutno vĆŸdy provĂ©st tvarovkami z pĆechodovĂ©ho kovu. Je jĂm buÄ ÄervenĂœ bronz nebo mosaz.
- OcelovĂ© zĂĄvÄsy a konzoly trubek by mÄly mĂt izolaÄnĂ vloĆŸku.
- ZaslepenĂ potrubĂ je nutno vĆŸdy provĂ©st normalizovanĂœm vĂÄkem.
- Dilatace se u mÄdÄnĂ©ho potrubĂ nemusĂ ĆeĆĄit do dĂ©lky 3m, u podlahovĂ©ho vytĂĄpÄnĂ do dĂ©lky 5m.
VII. TepelnĂ© dilatace mÄdÄnĂ©ho potrubĂ
TepelnĂĄ dilatace (roztaĆŸnost) mÄdÄnĂ©ho potrubĂ se dĂĄ vypoÄĂtat ze vztahu:
ΔI = lo . α . Δt
kde| ΔI | roztaĆŸnost trubky [mm] |
| lo | dĂ©lka trubky pĆed ohĆĂĄtĂm [m] |
| α | souÄinitel tepelnĂ© roztaĆŸnosti (α = 0,017 mm/m .°C) |
| Δt | rozdĂl teplot [°C; K] |
MÄÄ mĂĄ malou hodnotu souÄinitele tepelnĂ© roztaĆŸnosti a proto se u trubky nemusĂme touto dilatacĂ zabĂœvat a to: do dĂ©lky 3m u holĂ© mÄdÄnĂ© trubky a do dĂ©lky 5m u trubky oplĂĄĆĄĆ„ovanĂ© (u podlahovĂ©ho vytĂĄpÄnĂ). PĆi delĆĄĂch rozmÄrech trubky se dilatace ĆeĆĄĂ:
- sprĂĄvnĂœm umĂstnÄnĂm zĂĄvÄsĆŻ trubky
- vhodnĂœm kompenzĂĄtorem
Obr. Ä. 5 VymezenĂ tepelnĂ© dilatace mÄdÄnĂ©ho potrubĂ umĂstÄnĂm
zĂĄvÄsĆŻ potrubĂ do sprĂĄvnĂ© montĂĄĆŸnĂ vzdĂĄlenosti "A".
SprĂĄvnĂĄ montĂĄĆŸnĂ vzdĂĄlenost "A" umoĆŸnĂ vykĂœvnutĂ ramene trubky pĆi tepelnĂ© dilataci. PĆĂliĆĄ velkĂ© rameno "A" by ale mohlo zpĆŻsobit chvÄnĂ trubky a hluÄnĂœ provoz.
Obr. Ä. 6 PouĆŸĂvanĂ© typy kompenzĂĄtorĆŻ
Obr. Ä.7 KompenzĂĄtor "U"
| VnÄjĆĄĂ prĆŻmÄr d (mm) | VyrovnĂĄnĂ | |||
|---|---|---|---|---|
| dilatace Δl (mm) | ||||
| 12 | 25 | 38 | 50 | |
| 12 | 196 | 281 | 347 | 398 |
| 15 | 218 | 315 | 387 | 445 |
| 18 | 240 | 350 | 430 | 495 |
| 22 | 263 | 382 | 468 | 540 |
Tabulka Ä. 4 UrÄujĂcĂ rozmÄr kompenzĂĄtoru "R" v zĂĄvislosti na vnÄjĆĄĂm prĆŻmÄr trubky a velikosti dilatace.
VIII. ZĂĄvÄsy trubek a jejich izolace
UchycenĂ trubek musĂ vĆŸdy umoĆŸĆovat jejich axiĂĄlnĂ (osovĂœ ) pohyb, s vĂœjimkou pevnĂœch bodĆŻ mÄdÄnĂ©ho rozvodu. Izolace trubek se provĂĄdĂ jako izolace proti agresivnĂm vlivĆŻm (trubky oplĂĄĆĄtovanĂ©)#viz obr. Ä.8, anebo jako izolace tepelnĂĄ viz.obr. 9 .

Obr. 8 OplĂĄĆĄĆ„ovanĂ© mÄdÄnĂ© trubky

Obr. 9 MÄdÄnĂĄ trubka s tepelnou izolacĂ
IX. Kvalifikace pracovnĂkĆŻ
MontĂĄĆŸnĂ prĂĄce podle TPG 700 01 mohou provĂĄdÄt jen organizace, kterĂ© majĂ k tĂ©to Äinnosti oprĂĄvnÄnĂ a zamÄstnanci, kteĆĂ splĆujĂ podmĂnky odbornĂ© zpĆŻsobilosti. RozumĂ se tĂm, ĆŸe montĂĄĆŸnĂ pracovnĂk musĂ mĂt pĆedevĆĄĂm "OsvÄdÄenĂ" od ITI. Toto osvÄdÄenĂ platĂ 5 let. Pokud bude provĂĄdÄt nerozebĂratelnĂ© spoje, musĂ mĂt pro kapilĂĄrnĂ pĂĄjenĂ "OsvÄdÄenĂ o zkouĆĄce pĂĄjeÄe podle ÄSN EN 13133". K pĆezkouĆĄenĂ se musĂ dostavit jednou za tĆi roky. Pro lisovĂĄnĂ musĂ mĂt "OsvÄdÄenĂ o proĆĄkolenĂ a pĆezkouĆĄenĂ z odbornĂ© zpĆŻsobilosti k montĂĄĆŸi lisovanĂœch spojĆŻ na potrubĂ z mÄdÄnĂœch materiĂĄlĆŻ", kterĂ© platĂ 5 let.
X. ZĂĄvÄr
Rozvody plynu mÄdÄnĂœm potrubĂm musĂ bĂœt provedeny podle TPG 700 01. DobrĂĄ znalost tÄchto pravidel je zĂĄkladem ĂșspÄĆĄnĂ© Äinnosti kaĆŸdĂ©ho odbornĂka, kterĂœ se zabĂœvĂĄ mÄdÄnĂœmi rozvody v oblasti domovnĂch plynovodĆŻ. HCPC VĂĄm umoĆŸnĂ zĂskat bezplatnÄ vĂœtisk tÄchto pravidel, pokud vyplnĂte na webovĂœch strĂĄnkĂĄch HCPC anketu, kterĂĄ je tam uvedena. Anketa zde.
Pokud hledĂĄte Ășdaje, tĂœkajĂcĂ se pĆezkouĆĄenĂ u ITI, najdete je na adrese: www.iti.cz
DĂĄle uvĂĄdĂm, ĆŸe k problematice novĂœch technickĂœch pravidel TPG 700 01 bude pĆednĂĄĆĄka na ĆĄkolenĂ reviznĂch technikĆŻ v PardubicĂch, Plynostav - Regulace plynu a.s. Ć kolenĂ probÄhne ve dnech 15. 5. aĆŸ 18. 5. 2006 a organizuje je vzdÄlĂĄvacĂ stĆedisko GAS, s.r.o. Praha.
TakĂ© na plynĂĄrenskĂ© akci GAS 2006, kterĂĄ se konĂĄ 30. a 31. kvÄtna 2006, v Hradci KrĂĄlovĂ©, v Amber hotel Äernigov, bude pĆednĂĄĆĄka na toto tĂ©ma.