Spojovat trubky lisov├Īn├Łm? D├Łl 2. – Spoje vytvo┼Öen├® radi├Īln├Łm lisov├Īn├Łm
Nen├Ł na ┼Īkodu si osv─ø┼Šit sv├® znalosti o radi├Īln─ø lisovan├Įch spoj├Łch. Postup lisov├Īn├Ł, n├Ī┼Öad├Ł, lisovac├Ł ─Źelisti, tvarovky.
")
Lisovan├Įmi spoji lze ┼Öe┼Īit nejen rozvody z u┼Īlechtil├® oceli, zejm├®na p┼Öi po┼Šadavc├Łch na vysokou hygienu nebo korozn├Ł odolnost, ale i rozvody z trubek z uhl├Łkov├® oceli pro vyt├Īp─øn├Ł. (Foto: autor)
- Spojovat trubky lisov├Īn├Łm? D├Łl 1. – Materi├Īly, t─øsn─øn├Ł, zp┼»soby lisov├Īn├Ł
- Spojovat trubky lisov├Īn├Łm? D├Łl 3. – Spoje vytvo┼Öen├® axi├Īln├Łm lisov├Īn├Łm. Vlastnosti lisovan├Įch spoj┼»
- Spojovat trubky lisov├Īn├Łm? D├Łl 4.– Tlakov├Ī zkou┼Īka, v├Įhody a nev├Įhody lisovan├Įch spoj┼», p┼Öedpisy
Postup p┼Öi vytv├Ī┼Öen├Ł lisovan├®ho spoje radi├Īln├Łm lisov├Īn├Łm
P┼Öed vlastn├Ł mont├Ī┼Š├Ł je t┼Öeba vybrat vhodn├® n├Īstroje pro zhotovov├Īn├Ł lisovan├Įch spoj┼» tak, aby odpov├Łdaly ur─Źen├Įm tvarovk├Īm, a zkontroluje se, zda jsou v ─Źist├®m a provozuschopn├®m stavu. Spojovan├® tvarovky se kontroluj├Ł s ohledem na vhodnost, spr├Īvn├® nasazen├Ł a spr├Īvn├Į materi├Īl t─øsnic├Łho krou┼Šku. Doporu─Źen├Į postup lisov├Īn├Ł:
- trubka je u┼Öezan├Ī kolmo a je odhrotovan├Ī, konec nen├Ł po┼Īkozen├Į;
- v dr├Ī┼Šce tvarovky je vlo┼Šen spr├Īvn├Į nepo┼Īkozen├Į t─øsnic├Ł prvek;
- lisovac├Ł tvarovka je nasunuta a┼Š na doraz na trubku a ozna─Ź├Ł se hloubka zasunut├Ł;
- do lisovac├Łho n├Īstroje se nasad├Ł po┼Šadovan├Ī lisovac├Ł ─Źelist a zasune se p┼Öidr┼Šovac├Ł ─Źep, a┼Š zapadne;
- lisovac├Ł ─Źelist se otev┼Öe a nasad├Ł kolmo na tvarovku;
- p┼Öi lisov├Īn├Ł v─øt┼Ī├Łch pr┼»m─ør┼» se nasad├Ł na tvarovku lisovac├Ł n├Īstavec;
- trubka se zasune podle ozna─Źen├Ł hloubky zasunut├Ł;
- lisovac├Ł ─Źelist mus├Ł b├Įt usazen├Ī uprost┼Öed na dr├Ī┼Šce lisovac├Ł tvarovky;
- provede se proces lisov├Īn├Ł;
- otev┼Öe se a odstran├Ł lisovac├Ł ─Źelist;
- zkontroluje se proveden├Į spoj;
- na konci sm─øny se zkontroluje a p┼Ö├Łpadn─ø o─Źist├Ł pou┼Šit├® n├Ī┼Öad├Ł.
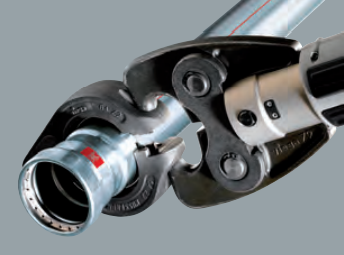
Obr. Lisov├Īn├Ł trubn├Łho spoje za pou┼Šit├Ł lisovac├Łho n├Īstavce (Zdroj: Viega)
Pro vytvo┼Öen├Ł lisovan├®ho spoje se mohou pou┼Š├Łt jen lisovac├Ł tvarovky. P├Ījec├Ł a ┼Š├Īdn├® jin├® se pou┼Š├Łt nesm├Ł. Lisovac├Ł tvarovky mus├Ł b├Įt kompatibiln├Ł s trubkami. Nejbezpe─Źn─øj┼Ī├Ł volbou je, kdy┼Š v┼Īechny komponenty vyr├Īb├Ł jeden v├Įrobce.
Pro zaji┼Īt─øn├Ł bezpe─Źnosti pr├Īce a technicky bezvadn├®ho zalisov├Īn├Ł je k nasazen├Ł lisovac├Łho za┼Ö├Łzen├Ł a samotn├®ho procesu lisov├Īn├Ł nutn├Į dostate─Źn─ø velk├Į prostor. Pot┼Öebn├® vzd├Īlenosti mus├Ł b├Įt jak mezi trubkami soub─ø┼Šn─ø veden├Įmi, tak od stavebn├Łch konstrukc├Ł. Rozli┼Īuje se p┼Öitom, zda se lisov├Īn├Ł prov├Īd├Ł n├Ī┼Öad├Łm pro s├Ł┼źov├® p┼Öipojen├Ł 230 V nebo a akumul├Ītorov├® lisovac├Ł za┼Ö├Łzen├Ł. Doporu─Źenou velikost prostoru uv├Īd─øj├Ł v├Įrobci lisovac├Łho n├Ī┼Öad├Ł.
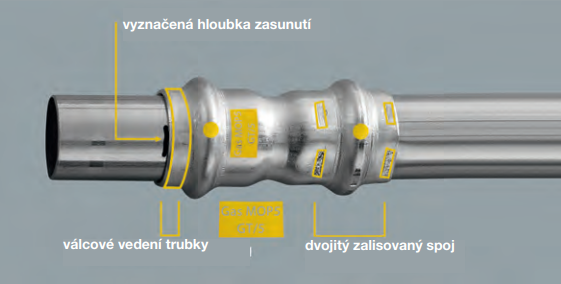
Obr. Dvojit├Į lisovan├Į spoj pro rozvod plynu p┼Öi pou┼Šit├Ł trubek z u┼Īlechtil├® oceli (Zdroj: Viega)
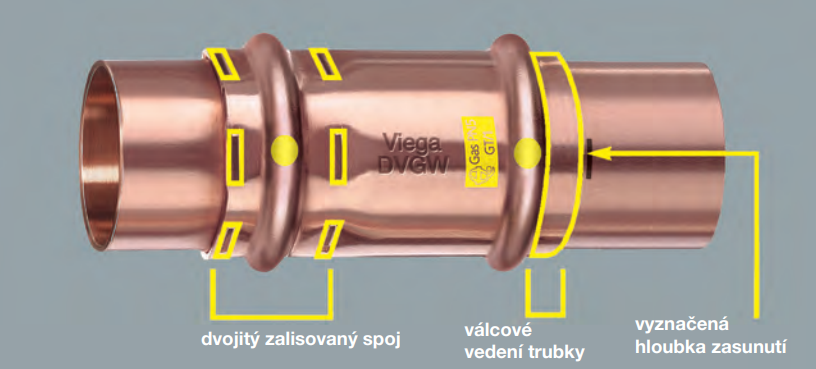
Obr. Dvojit├Į lisovan├Į spoj pro rozvod plynu p┼Öi pou┼Šit├Ł trubek z m─ødi (Zdroj: Viega)
V─øt┼Īina v├Įrobc┼» tak├® uv├Īd├Ł pou┼Š├Łv├Īn├Ł lisovac├Łho za┼Ö├Łzen├Ł p┼Öi tzv. provozn├Ł teplot─ø, co┼Š je v─øt┼Īinou od 0 ┬░C do +40 ┬░C. P┼Öi teplot─ø okoln├Łho vzduchu pod 0 ┬░C hydraulick├Į olej v lisovac├Łm za┼Ö├Łzen├Ł zhoustne. Proto je t┼Öeba ho zah┼Ö├Īt na pokojovou teplotu p┼Öed uveden├Łm lisovac├Łho n├Īstroje do provozu. Nedodr┼Šov├Īn├Łm t─øchto a dal┼Ī├Łch pokyn┼» v├Įrobce lisovac├Łho za┼Ö├Łzen├Ł je jeho funk─Źnost negativn─ø ovlivn─øna a m┼»┼Še doj├Łt k po┼Īkozen├Ł mechaniky.
U lisov├Īn├Ł spoj┼» plynov├Įch rozvod┼» se m┼»┼Še pou┼Š├Łvat tzv. dvojit├Į zalisovan├Į spoj – viz obr├Īzek.
Lisovan├® spoje jsou nerozeb├Łrateln├®, nemohou b├Įt rozebr├Īny a znovu zalisov├Īny.
Lisovac├Ł n├Ī┼Öad├Ł pro radi├Īln├Ł lisov├Īn├Ł
Ke spojov├Īn├Ł trubek lisov├Īn├Łm se pou┼Š├Łvaj├Ł lisovac├Ł kle┼Īt─ø ru─Źn├Ł, lisy akumul├Ītorov├® nebo na nap─øt├Ł 230 V (s├Ł┼źov├®). V├Įrobci nej─Źast─øji doporu─Źuj├Ł pou┼Š├Łv├Īn├Ł podle pr┼»m─øru spojovan├Įch trubek podle tabulky.
| N├Ī┼Öad├Ł | Pr┼»m─ør trubky [mm] | Vyvozen├Ī s├Łla [kN] |
|---|---|---|
| ru─Źn├Ł | do 16 | do 32 |
| aku | do 40 | 22 nebo 32 |
| s├Ł┼źov├® | do 108 | 32 |



Obr. Z├Īkladn├Ł druhy lisovac├Łho n├Ī┼Öad├Ł zdroje s├Łly (Zdroj: Rems)
Ru─Źn├Łmi kle┼Īt─ømi lze dos├Īhnout lisovac├Ł s├Łly a┼Š 32 kN. Akumula─Źn├Ł lisovac├Ł n├Ī┼Öad├Ł je nej─Źast─øji od v├Įrobce se┼Ö├Łzeno na s├Łlu 22 kN nebo 32 kN, z elektrick├® s├Łt─ø nap├Ījen├® n├Ī┼Öad├Ł na 32 kN. Vy┼Ī┼Ī├Ł produktivitu pr├Īce a men┼Ī├Ł n├Īroky na fyzickou zdatnost mont├Ī┼Šn├Łch pracovn├Łk┼» lze dos├Īhnout pou┼Š├Łv├Īn├Łm elektrick├®ho lisovac├Łho n├Ī┼Öad├Ł. V sou─Źasn├® dob─ø se st├Īle v├Łce pou┼Š├Łvaj├Ł aku lisovac├Ł kle┼Īt─ø. Jimi lze lisovat trubky do pr┼»m─øru a┼Š 40 mm, co┼Š v─øt┼Īinou posta─Źuje na pr├Īce v rodinn├Įch domech nebo men┼Ī├Łch objektech.
Modern├Ł aku lisy zaji┼Ī┼źuj├Ł, aby lisovac├Ł cyklus nemohl b├Įt zastaven p┼Öed koncem cel├®ho lisovac├Łho cyklu. D├Īle mohou obsahovat toto dopl┼łuj├Łc├Ł za┼Ö├Łzen├Ł: bezpe─Źnostn├Ł sp├Łna─Ź, vyp├Łnac├Ł sign├Īl, LED sv├Łtilnu, ukazatel stavu nabit├Ł akumul├Ītoru, sledov├Īn├Ł lisovac├Łho tlaku nebo ochranu proti p┼Öet├Ł┼Šen├Ł p┼Ö├Łpadn─ø i po─Źet realizovan├Įch spoj┼». Jejich mal├® rozm─øry a hmotnost umo┼Š┼łuj├Ł prov├Īd─øn├Ł prac├Ł v t─ø┼Ško p┼Ö├Łstupn├Įch m├Łstech. V─øt┼Īina aku lis┼» se prod├Īv├Ī jako set se dv─øma akumul├Ītorov├Įmi bateriemi a nab├Łje─Źkou.
Akumul├Ītorov├® lisy jsou nej─Źast─øji vybaveny bateriemi na elektrick├® nap─øt├Ł na 14,4 V nebo 21,6 V. Kapacita akumul├Ītorov├Įch bateri├Ł je r┼»zn├Ī a podle toho je mo┼Šno prov├Īd─øt r┼»zn├® mno┼Šstv├Ł lisovan├Įch spoj┼» na jedno nabit├Ł. P┼Öi pln├®m nabit├Ł akumul├Ītoru a optim├Īln├Łm stavu n├Ī┼Öad├Ł je mo┼Šn├® prov├Īd─øt mno┼Šstv├Ł spoj┼» podle tabulky 6.
| Kapacita akumul├Ītoru [Ah] | Mno┼Šstv├Ł lisovan├Įch spoj┼» DN 15 |
|---|---|
| 1,5 | 120 |
| 2,5 | 200 |
| 3,0 | 300 |
| 5,0 | 400 |
| 9,0 | 720 |
Lisovac├Ł ─Źelisti a prstence pro radi├Īln├Ł lisov├Īn├Ł
Pro vytvo┼Öen├Ł kvalitn├Łho lisovan├®ho spoje mus├Ł b├Įt zvoleny spr├Īvn├® ─Źelisti nebo prstence. K lisov├Īn├Ł trubek do pr┼»m─øru DN 25 se pou┼Š├Łvaj├Ł ─Źelisti. K lisov├Īn├Ł v─øt┼Ī├Łch pr┼»m─ør┼» slou┼Š├Ł lisovac├Ł n├Īstavce.


Obr. Lisovac├Ł ─Źelisti (vlevo) a lisovac├Ł n├Īstavce (vpravo) (Zdroj: Viega)
Pro mo┼Šnost lisov├Īn├Ł na ┼Īpatn─ø p┼Ö├Łstupn├Įch m├Łstech se vyr├Īb─øj├Ł speci├Īln├Ł lisovac├Ł krou┼Šky se dv─øma lisovac├Łmi ─Źelistmi. Lisov├Īn├Ł velk├Įch dimenz├Ł je vhodn├® (n─økdy i nutn├®) prov├Īd─øt speci├Īln├Łmi lisovac├Łmi krou┼Šky se t┼Öemi lisovac├Łmi segmenty, z nich┼Š dva jsou v├Įklopn─ø veden├®.
Rozm─øry lisovac├Łch tvarovek
Pr┼»m─øry mus├Ł b├Įt kompatibiln├Ł s pr┼»m─øry vyr├Īb─øn├Įch trubek. Trubky a tvarovky se vyr├Īb─øj├Ł v pr┼»m─ørech od 12 mm a┼Š do 108 mm. Nejmen┼Ī├Ł tlou┼Ī┼źka st─øny je 0,8 mm u nejmen┼Ī├Łch pr┼»m─ør┼» a nejv─øt┼Ī├Ł tlou┼Ī┼źka je 2,5 mm u pr┼»m─øru 108 mm.
Materi├Īly lisovac├Łch tvarovek
Pro lisov├Īn├Ł je mo┼Šn├® pou┼Š├Łvat tvarovky z materi├Īl┼» – u┼Īlechtil├Ī ocel, ─Źerven├Į bronz a m─ø─Å.

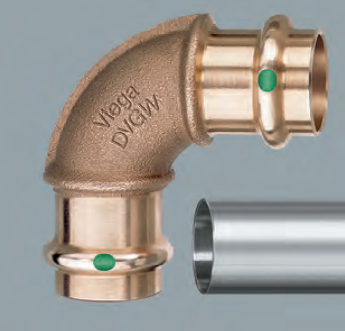

Obr. Materi├Īly lisovac├Łch tvarovek; vlevo – ocel, uprost┼Öed ─Źerven├Į bronz/u┼Īlechtil├Ī ocel, vpravo m─ø─Å. (Zdroj: Viega)
Z├Īkladem je nekombinovat r┼»zn├® materi├Īly trubky a tvarovky. Nicm├®n─ø n─økter├® kombinace jsou mo┼Šn├®, podle konkr├®tn├Ł aplikace v souladu s doporu─Źen├Łm v├Įrobc┼».

Obr. Barevn├® zna─Źen├Ł lisovac├Łch tvarovek na hrdlech (Zdroj: Viega)
Barevn├® zna─Źen├Ł lisovac├Łch tvarovek
V├Įrobci lisovac├Łch tvarovek je ozna─Źuj├Ł na obou konc├Łch barevn─ø podle druhu dopravovan├®ho m├®dia. Barevn├® zna─Źen├Ł: ┼Šlut├Ī pro dopravu plynu, zelen├Ī pro pitnou vodu a vodu do teploty 110 ┬░C, b├Łl├Ī pro sol├Īrn├Ł za┼Ö├Łzen├Ł s t─øsnic├Łm prvkem FKM. Barevn├® zna─Źen├Ł nen├Ł bohu┼Šel jednotn├® a n─økter├® firmy maj├Ł pro dopravu stejn├Įch m├®di├Ł zna─Źen├Ł jin├Įmi barvami.
Tvarovky ozna─Źen├® ┼Šlutou barvou se pou┼Š├Łvaj├Ł pro plyn a mus├Ł spl┼łovat po┼Šadavky pro vysokou termickou zat├Ł┼Šitelnost (HTB p┼Öi provozn├Łm tlaku 1 bar). Krit├®rium HTB je d├Īno z├Īpalnou teplotou zemn├Łho plynu na vzduchu 640 ┬░C.