Spojovat trubky lisovûÀnûÙm? DûÙl 3. – Spoje vytvoéenûˋ axiûÀlnûÙm lisovûÀnûÙm. Vlastnosti lisovanû§ch spojé₤
Vedle spojé₤ vytvoéenû§ch radiûÀlnûÙm lisovûÀnûÙm se uplatéujûÙ i spoje vytvoéenûˋ axiûÀlnûÙm lisovûÀnûÙm. Ve struánûˋm péehledu je uveden postup tvorby spoje, nûÀéadûÙ, lisovacûÙ hlavy. A takûˋ éƒivotnost lisovanû§ch spojé₤, nûÀroky na montûÀéƒ a û¤dréƒba lisé₤.

Obr. PéûÙklad axiûÀlnûÙho lisovanûÙ spoje (Zdroj: Rehau)
- Spojovat trubky lisovûÀnûÙm? DûÙl 1. – MateriûÀly, tásnánûÙ, zpé₤soby lisovûÀnûÙ
- Spojovat trubky lisovûÀnûÙm? DûÙl 2. – Spoje vytvoéenûˋ radiûÀlnûÙm lisovûÀnûÙm
- Spojovat trubky lisovûÀnûÙm? DûÙl 4.– TlakovûÀ zkouéÀka, vû§hody a nevû§hody lisovanû§ch spojé₤, péedpisy
Postup péi vytvûÀéenûÙ lisovanûˋho spoje axiûÀlnûÙm lisovûÀnûÙm
JednûÀ se opát o vytvoéenûÙ nerozebûÙratelnûˋho spoje za pomocûÙ lisovacûÙho nûÀéadûÙ. Postup je podobnû§ jako péi vytvûÀéenûÙ lisovanûˋho spoje radiûÀlnûÙm lisovûÀnûÙm, tvarovky nejsou opatéeny drûÀéƒkou pro tásnicûÙ krouéƒek. Podrobnû§ nûÀvod pro sprûÀvnûˋ lisovûÀnûÙ péiklûÀdajûÙ vû§robci nûÀéadûÙ ke svû§m vû§robké₤m. Je péitom téeba dodréƒovat takûˋ véÀechna naéûÙzenûÙ a doporuáenûÙ péûÙsluéÀnû§ch péedpisé₤ a vû§robcé₤ tvarovû§ch kusé₤ uráenû§ch pro lisovûÀnûÙ a lisovacûÙho nûÀéadûÙ.
LisovacûÙ nûÀéadûÙ pro axiûÀlnûÙ lisovûÀnûÙ
Pro axiûÀlnûÙ lisovûÀnûÙ se pouéƒûÙvajûÙ ruánûÙ lisy nebo aku lisy. RuánûÙmi lisy se spojujûÙ trubky do DN 32, pro vátéÀûÙ pré₤máry a zvû§éÀenûÙ produktivity prûÀce je vhodnájéÀûÙ akumulaánûÙ nûÀéadûÙ.

Obr. RuánûÙ lis pro axiûÀlnûÙ lisovûÀnûÙ (Zdroj: Rems)

 Obr. Aku lisy pro axiûÀlnûÙ lisovûÀnûÙ trubek svislû§ch a leéƒatû§ch (Zdroj: Rems)
Obr. Aku lisy pro axiûÀlnûÙ lisovûÀnûÙ trubek svislû§ch a leéƒatû§ch (Zdroj: Rems)LisovacûÙ hlavy pro axiûÀlnûÙ lisovûÀnûÙ
Podobná jako pro radiûÀlnûÙ lisovûÀnûÙ, tak i pro axiûÀlnûÙ lisovûÀnûÙ se vyrûÀbûÙ velkûˋ mnoéƒstvûÙ lisovacûÙch hlav a daléÀûÙch potéebnû§ch dopléké₤. Velkû§ sortiment táchto hlav a dopléké₤ umoéƒéuje vytvûÀéenûÙ lisovanû§ch spojé₤ pro éÀirokû§ rozsah dimenzûÙ potrubûÙ báéƒná instalovanûˋho v budovûÀch.
Spoleáná o radiûÀlná nebo axiûÀlná vytvoéenû§ch spojûÙch
Lisovanûˋ spoje plastovû§ch trubek
áasto se instalujûÙ potrubnûÙ rozvody ze zesûÙéËovanû§ch trubek (PEX) nebo vûÙcevrstvû§ch trubek (napé. PEX/Al/PEX trubky). Pro spojovûÀnûÙ potrubnûÙho systûˋmu mohou bû§t pouéƒity pouze tvarovky poskytnutûˋ nebo specifikovanûˋ vû§robcem. Postup lisovûÀnûÙ je podobnû§ jako u trubek kovovû§ch. ProvûÀdûÙ se stlaáenûÙm plastovûˋ trubky ke kovovûˋ tvarovce péûÙsluéÀnû§m lisovacûÙm nûÀstrojem, nebo doáasnû§m roztaéƒenûÙm trubky a jejûÙm nûÀslednû§m smréÀtánûÙm na kovovou tvarovku.
é§ivotnost trubnûÙch spojé₤
é§ivotnost pouéƒûÙvanû§ch materiûÀlé₤ v domovnûÙch rozvodech áinûÙ péi báéƒnûˋm pouéƒûÙvûÀnûÙ vûÙce neéƒ 50 let. TrubnûÙ spoje majûÙ péi sprûÀvnûˋm provedenûÙ stejnou dûˋlku éƒivotnosti jako trubky nebo deléÀûÙ. Báhem doby pouéƒûÙvûÀnûÙ trubnûÙch rozvodé₤ (péi dodréƒenûÙ véÀech pokyné₤ vû§robcé₤ trubek a pouéƒitûÙ sprûÀvnûˋho tásnánûÙ) dochûÀzûÙ ke „stûÀrnutûÙ“ materiûÀlé₤, nikoliv véÀak k poéÀkozenûÙ. Proces stûÀrnutûÙ se mé₤éƒe vlivem vyéÀéÀûÙch dûÀvek dezinfekánûÙch prostéedké₤ do vody v potrubûÙ urychlit a dokonce i zpé₤sobit poruchu. Toto vysokûˋ dûÀvkovûÀnûÙ dezinfekánûÙch prostéedké₤ probûÙhûÀ pouze v péûÙpadá havûÀrie, coéƒ je zéûÙdka.
MontûÀéƒnûÙ áas
Produktivita prûÀce je dé₤leéƒitû§m ukazatelem hospodûÀrnosti éemeslnûÙka. áûÙm je kratéÀûÙ doba prûÀce, tûÙm mé₤éƒe bû§t prûÀce za uráitou dobu vykonûÀno vûÙce a hospodaéenûÙ OSVá ái firmy se mé₤éƒe vû§razná zlepéÀit. ZûÀjemcé₤m o podrobnosti montûÀéƒnûÙch áasé₤ péi spojovûÀnûÙ potrubûÙ doporuáuji álûÀnek: SrovnûÀnûÙ áasu montûÀéƒûÙ na https://voda.tzb-info.cz [7].
ZûÀvár álûÀnku ukazuje, éƒe lisovûÀnûÙm lze uéÀetéit montûÀéƒnûÙ áas nûÀsledovná:
- 78 % uéÀetéenûˋho áasu v porovnûÀnûÙ se svaéenû§mi spoji,
- 60 % uéÀetéenûˋho áasu v porovnûÀnûÙ se zûÀvitovû§mi spoji.
LisovûÀnûÙ se provûÀdûÙ ré₤znû§m nûÀéadûÙm a i pouéƒitûÙ sprûÀvnûˋho nûÀéadûÙ mûÀ vliv na dûˋlku montûÀéƒnûÙho áasu. NejnovájéÀûÙ lithium-iontovûÀ technologie umoéƒéuje menéÀûÙ akumulûÀtory péi stejnûˋ kapacitá jako staréÀûÙ typy li-ion. Tato novûÀ technologie umoéƒéuje lepéÀûÙ vû§kon i péi niéƒéÀûÙch teplotûÀch. RychlejéÀûÙ nûÀré₤st sûÙly lisovûÀnûÙ zkracuje dobu zalisovûÀnûÙ v zûÀvislosti na rozmáru trubky na 3 aéƒ 4 sekundy.
MontûÀéƒnûÙ pracovnûÙci
PrûÀce s lisovacûÙm nûÀéadûÙm mohou provûÀdát pouze odborná zpé₤sobilûˋ osoby. NemusûÙ to bû§t vyuáenûÙ instalatûˋéi, ale musûÙ umát prûÀci dobée provûÀdát a hlavná dodréƒovat poéƒadavky na bezpeánost prûÀce a pokyny danûˋ vû§robcem lisovacûÙho nûÀéadûÙ. JednûÀ se tedy o osoby éûÀdná vycviáenûˋ a zaéÀkolenûˋ napé. vû§robcem nûÀéadûÙ nebo éÀkolicûÙm technikem montûÀéƒnûÙ firmy nebo osoby odborná zpé₤sobilûˋ.
LisovûÀnûÙ plynovodé₤ mohou podle áSN EN 1775 ed. 2 [2] provûÀdát „Osoby se vzdálûÀnûÙm, praxûÙ a osvádáenûÙm k provûÀdánûÙ áinnostûÙ na plynovû§ch rozvodech nebo domovnûÙch plynovodech“. Osoba pováéenûÀ je podle tûˋto normy odborná zpé₤sobilûÀ a pováéenûÀ k provûÀdánûÙ uráitû§ch áinnostûÙ na plynovodech. MajûÙ bû§t kvalifikovûÀni podle péûÙsluéÀnû§ch postupé₤ danû§mi nûÀrodnûÙmi kvalifikaánûÙmi orgûÀny.
éada vátéÀûÙch montûÀéƒnûÙch firem mûÀ svûˋho zaéÀkolovacûÙho technika nebo si jej pro zauáenûÙ novû§ch pracovnûÙké₤ domluvûÙ. MontûÀéƒnûÙ pracovnûÙci, kteéûÙ splnûÙ poéƒadavky na sprûÀvnûˋ a bezpeánûˋ pouéƒûÙvûÀnûÙ lisovacûÙho zaéûÙzenûÙ, obvykle dostûÀvajûÙ CertifikûÀt, kterû§ je opravéuje k tûˋto prûÀci. Tento certifikûÀt mé₤éƒe bû§t áasová omezen, o dûˋlce jeho platnosti mé₤éƒe rozhodnout montûÀéƒnûÙ firma.
ûdréƒba lisovacûÙho nûÀéadûÙ provûÀdánûÀ montûÀéƒnûÙ firmou
LisovacûÙ nûÀstroje po provedenûˋ prûÀci si kaéƒdû§ vlastnûÙk udréƒuje v éûÀdnûˋm stavu zejmûˋna ze dvou dé₤vodé₤: bezpeánost prûÀce a spolehlivost nûÀéadûÙ péi prûÀci. Péestoéƒe û¤dréƒba je jednoduchûÀ, áasto se provûÀdûÙ dost pozdá, vátéÀinou aéƒ nûÀéadûÙ sprûÀvná nefunguje. StaáûÙ péitom jen po kaéƒdûˋ prûÀci nûÀéadûÙ dobée oáistit a utéûÙt hadrem dosucha. K áiéÀtánûÙ se nesmûÙ pouéƒûÙvat benzûÙn, terpentû§novû§ olej, éedidlo nebo podobnûˋ vû§robky k áiéÀtánûÙ plastovû§ch dûÙlé₤. áiéÀtánûÙ se mûÀ provûÀdát pouze péûÙpravky, kterûˋ doporuáuje vû§robce danûˋho nûÀéadûÙ. Pohyblivûˋ dûÙly (áepy a lisovacûÙ vûÀleáky) je téeba podle potéeby naolejovat. Kontury lisovacûÙch áelistûÙ a nûÀstavcé₤ se áistûÙ pomocûÙ jemnûˋ ocelovûˋ vaty nebo áisticûÙho rouna a áistûˋ se naolejujûÙ. SkladovûÀnûÙ nepouéƒûÙvanûˋho nûÀéadûÙ mûÀ bû§t véƒdy v suchûˋm a áistûˋm prostéedûÙ.
Servis lisovacûÙho nûÀéadûÙ v servisnûÙch stéediscûÙch
éûÀdnou funkánost lisovacûÙch prstencé₤ a lisovacûÙch áelistûÙ je moéƒnûˋ zajistit v servisnûÙch stéediscûÙch. V nich se provûÀdûÙ celkovûÀ kontrola véÀech dûÙlé₤ lisovacûÙch zaéûÙzenûÙ a vymánûÙ se opotéebovanûˋ souáûÀstky, opravûÙ se lisovacûÙ kontury a znovu se seéûÙdûÙ lisovacûÙ áelist. Vû§robci lisovacûÙho zaéûÙzenûÙ uráujûÙ intervaly û¤dréƒby svû§ch vû§robké₤. Tyto termûÙny uvûÀdájûÙ u kaéƒdûˋho druhu lisovacûÙho zaéûÙzenûÙ samostatná. Jako péûÙklad je uvedena tabulka firmy Viega. JinûÙ vû§robci zveéejéujûÙ svûˋ termûÙny servisu podobná.
Tab. 7 PéûÙklad doporuáenûˋ û¤dréƒby nûÀéadûÙ pro lisovûÀnûÙ u vû§robké₤ firmy Viega
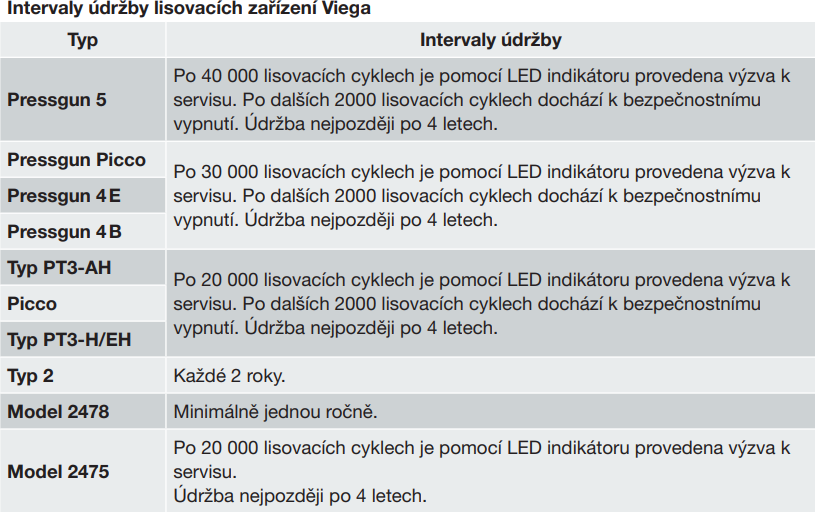
Pro doplnánûÙ je téeba uvûˋst porovnûÀnûÙ akumulaánûÙch lisovacûÙch zaéûÙzenûÙ s ré₤znû§mi bateriemi:
- aku lisy s lithium-iontovou technologiûÙ: servis po 42 000 lisovacûÙch cyklech,
- aku lisy s li-ion technologiûÙ: servis po 32 000 lisovacûÙch cyklech.
Firmy, kterûˋ se starajûÙ o servis a sprûÀvnû§ chod lisovacûÙch zaéûÙzenûÙ, majûÙ na svû§ch vû§robcûÙch nalepen éÀtûÙtek s informacûÙ o péûÙéÀtûÙ kontrole zaéûÙzenûÙ.
Obr. PéûÙklad éÀtûÙtku s uvedenûÙm data péûÙéÀtûÙ kontroly lisovacûÙho zaéûÙzenûÙ (Zdroj: Viega)