Spojovat trubky lisovûÀnûÙm? DûÙl 4.– TlakovûÀ zkouéÀka, vû§hody a nevû§hody lisovanû§ch spojé₤, péedpisy
OváéenûÙ spoje tlakovou zkouéÀkou, péehled vû§hod a nevû§hod lisovanû§ch spojé₤ a zûÀkladnûÙ péedpisy tû§kajûÙcûÙ se vyuéƒitûÙ lisovanû§ch spojé₤.

Obr. Dé₤leéƒitou vlastnostûÙ radiûÀlná lisovanûˋho spoje je péi nezalisovûÀnûÙ tento stav viditelná signalizovat. NapéûÙklad propouéÀtánûÙm vody péi tlakovûˋ zkouéÀce. (Zdroj: Uponor)
- Spojovat trubky lisovûÀnûÙm? DûÙl 1. – MateriûÀly, tásnánûÙ, zpé₤soby lisovûÀnûÙ
- Spojovat trubky lisovûÀnûÙm? DûÙl 2. – Spoje vytvoéenûˋ radiûÀlnûÙm lisovûÀnûÙm
- Spojovat trubky lisovûÀnûÙm? DûÙl 3. – Spoje vytvoéenûˋ axiûÀlnûÙm lisovûÀnûÙm. Vlastnosti lisovanû§ch spojé₤
TlakovûÀ zkouéÀka

Obr. V rozvodech vytûÀpánûÙ umoéƒnily lisovanûˋ spoje vyuéƒûÙt tenkostánnûˋ ocelovûˋ potrubûÙ sniéƒujûÙcûÙ materiûÀlovou nûÀroánost. (Foto: autor)
Kvalita provedenûˋho lisovanûˋho spoje se dûÀ zjistit tlakovou zkouéÀkou. Ta se provûÀdûÙ véƒdy na ukonáenûˋm dûÙle, je vedlejéÀûÙm plnánûÙm smlouvy o dûÙlo a patéûÙ ke smluvnûÙmu plnánûÙ dodavatele zakûÀzky. PotrubnûÙ rozvod je testovûÀn tlakem, kterû§ odpovûÙdûÀ reakánûÙmu tlaku bezpeánostnûÙho ventilu. ZkouéÀky se provûÀdûÙ vodou nebo stlaáenû§m vzduchem bez oleje ái inertnûÙm plynem. V souáasnosti péibû§vûÀ zkouéÀek tlakovû§m vzduchem. Péi táchto zkouéÀkûÀch se musûÙ sepsat detailnûÙ postupy tohoto û¤konu a smluvná dohodnout. VeéÀkerûˋ potrubûÙ rozvody musûÙ bû§t v hotovûˋm stavu, nesmûÙ véÀak bû§t zakrytûˋ. Tlakovûˋ zkouéÀky musûÙ bû§t zaprotokolovûÀny a podepsûÀny zû¤áastnánû§mi stranami.
NejpéûÙsnájéÀûÙ je tlakovûÀ zkouéÀka pro potrubnûÙ rozvod plynu. Nákterûˋ firmy majûÙ svûˋ podnikovûˋ péedpisy, kterûˋ majûÙ jeéÀtá vyéÀéÀûÙ nûÀroky na zkouéÀku, neéƒ je péedepsanûÀ platnou normou.
Podle EN 1775 ed. 2 [2] „PováéenûÀ osoba se musûÙ péed zkouéÀkou seznûÀmit podrobná s plynovodem a musûÙ si ováéit sprûÀvnost poskytnutû§ch û¤dajé₤. PováéenûÀ osoba musûÙ zaruáit péedûÀnûÙm certifikûÀtu nebo ováéenûÙm sprûÀvnosti dokumenté₤, éƒe plynovod byl sestaven v souladu s platnû§mi prûÀvnûÙmi péedpisy a podle projektu“.
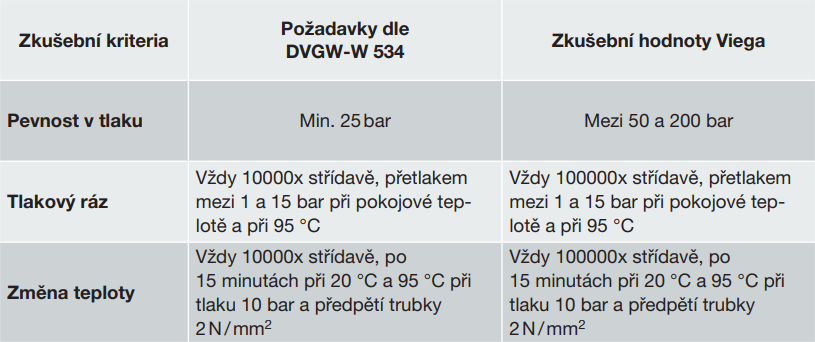
Tab. 8 Vybranûˋ hodnoty péi zkouéÀce plynovûˋho potrubûÙ spojovanûˋho lisovûÀnûÙm, kterûˋ dodréƒuje firma Viega
Vû§hody lisovanû§ch spojé₤
- rychlost provedenûÙ spoje (vyéÀéÀûÙ produktivita prûÀce);
- menéÀûÙ potéeba mûÙsta pro prûÀci (vû§hodnûˋ v û¤zkû§ch prostorech);
- lisovûÀnûÙ nevyéƒaduje zdroj tepla (odpadajûÙ poéƒadavky na poéƒûÀrnûÙ ochranu);
- éemeslnûÙk nenûÙ vystaven zplodinûÀm ái chemikûÀliûÙm (sniéƒuje se nebezpeáûÙ û¤razu a éÀkod i nutnost zdravotnûÙch opatéenûÙ);
- áistéÀûÙ prûÀce (na rozdûÙl od éezûÀnûÙ zûÀvité₤ nenûÙ trubku téeba mazat a po instalaci nenûÙ nutnûˋ trubku ani jejûÙ okolûÙ áistit),
- vysokûÀ kvalita prûÀce (kvalitnûÙ lisovacûÙ spojky majûÙ funkci umoéƒéujûÙcûÙ spolehlivûˋ odhalenûÙ neslisovanû§ch spojé₤ péûÙmo na mûÙstá instalace);
- prûÀce kvalitnûÙm nûÀéadûÙm (aku nûÀéadûÙ mûÀ nûÙzkou hmotnost okolo 3 kg, otoánou hlavu o 180ô¯ nebo LED osvátlenûÙ);
- modernûÙ lisovacûÙ zaéûÙzenûÙ je vybaveno bezpeánostnûÙm prvkem, kterû§ neslisovanûˋ spoje odhalûÙ péi tlakovûˋ zkouéÀce.
Nevû§hody lisovanû§ch spojé₤
- nutnost peálivûˋ prûÀce (potéeba kontrolovat kaéƒdû§ pracovnûÙ û¤kon);
- éûÀdnûÀ a trvalûÀ pûˋáe o nûÀéadûÙ (neustûÀle áistûˋ a v dobrûˋm stavu);
- sprûÀvnû§ vû§bár potéebnûˋho nûÀéadûÙ (pouéƒitûÙm nevhodnû§ch áelistûÙ mé₤éƒe vzniknout netásnost);
- vátéÀûÙ hmotnost velkûˋho lisovacûÙho nûÀéadûÙ (péi spojovûÀnûÙ trubek velkû§ch pré₤máré₤ vyéÀéÀûÙ fyzickûÀ nûÀmaha).
PouéƒitûÀ a doporuáenûÀ literatura
- áSN EN 806-4 VniténûÙ vodovod pro rozvod vody uráenûˋ k lidskûˋ spotéebá.
- áSN EN 1775 ed. 2 ZûÀsobovûÀnûÙ plynem – Plynovody v budovûÀch – NejvyéÀéÀûÙ provoznûÙ tlak ≤ 5 bar.
- áSN EN 1717 Ochrana proti zneáiéÀtánûÙ pitnûˋ vody ve vniténûÙch vodovodech a véÀeobecnûˋ poéƒadavky na zaéûÙzenûÙ na ochranu proti zneáiéÀtánûÙ zpátnû§m pré₤tokem.
- áSN EN 1057 Máá a slitiny mádi – Trubky bezeéÀvûˋ kruhovûˋ z mádi pro vodu a plyn pro sanitûÀrnûÙ instalace.
- áSN EN 12828+A1 Tepelnûˋ soustavy v budovûÀch – NavrhovûÀnûÙ teplovodnûÙch otopnû§ch soustav.
- áSN EN 12502-2 Ochrana kovovû§ch materiûÀlé₤ proti korozi – NûÀvod na stanovenûÙ pravdápodobnosti koroze v soustavûÀch pro distribuci a skladovûÀnûÙ vody – faktory ovlivéujûÙcûÙ máá a slitiny mádi.
- https://voda.tzb-info.cz/armatury-pro-vodovod/22097-srovnani-rychlosti-ruznych-metod-spojovani-a-instalace-oceloveho-potrubi.
- EN 1254-2 Máá a slitiny mádi – Tvarovky – áûÀst 1: Tvarovky s konci pro spoje mádánû§ch trubek sevéenûÙm.
- áSN EN 10220 BezeéÀvûˋ a svaéovanûˋ ocelovûˋ trubky – Rozmáry a hmotnosti.
- áSN 060310 Tepelnûˋ soustavy v budovûÀch – ProjektovûÀnûÙ a montûÀéƒ.
- TPG G 704 01 OdbárnûÀ plynovûÀ zaéûÙzenûÙ a spotéebiáe na plynnûÀ paliva v budovûÀch.