ZkuĆĄenosti z provozu tepelnĂœch Äerpadel 19: Jak identifikovat vadnĂœ kompresor. DĂl 1/2
PĆehrĂĄt audio verzi
ZkuĆĄenosti z provozu tepelnĂœch Äerpadel 19: Jak identifikovat vadnĂœ kompresor. DĂl 1/2
00:00
00:00
1x
- 0.25x
- 0.5x
- 0.75x
- 1x
- 1.25x
- 1.5x
- 2x
NejÄastÄjĆĄĂ pĆĂÄinou poruch kompresorĆŻ nenĂ jejich vadnĂĄ konstrukce, ale provoz v podmĂnkĂĄch, pro kterĂ© nebyl kompresor navrĆŸen. PoĆĄkozenĂœ kompresor lze rozpoznat vĂce zpĆŻsoby: vizuĂĄlnÄ, podle zvuku, vĂœkonu a elektrickĂœch parametrĆŻ.
1. VizuĂĄlnĂ kontrola kompresoru
Pokud vidĂte napĆ. opĂĄlenou kabelĂĄĆŸ pĆipojenou na kompresor, nebo napĆ. spĂĄlenou izolaci kompresoru kvĆŻli vysokĂ© teplotÄ tÄla kompresoru, je kompresor nevratnÄ poĆĄkozen.
2. Ć patnĂœ zvukovĂœ projev
Technik se zkuĆĄenostmi, kterĂœ uvĂĄdĂ urÄitĂœ druh TÄ do provozu, by od nÄj mÄl oÄekĂĄvat obvyklĂœ zvukovĂœ projev. Pokud se kompresor za provozu zvukovÄ opravdu vymykĂĄ obvyklĂ©mu standardu, aĆ„ uĆŸ na startu nebo v prĆŻbÄhu provozu, mÄl by to bĂœt silnĂœ dĆŻvod k hledĂĄnĂ pĆĂÄiny.
Pravdou vĆĄak je, ĆŸe napĆ. u frekvenÄnÄ ĆĂzenĂ©ho kompresoru a jeho mechanickĂ© zĂĄvady je zvuk Äasto zcela bÄĆŸnĂœ, a v tu chvĂli se musĂ sĂĄhnout po jinĂ© diagnostickĂ© metodÄ.
ZajĂmavĂœ mĆŻĆŸe bĂœt i zvuk, kdy se kompresor po vypnutĂ podezĆele klepe. To mĆŻĆŸe bĂœt znakem, ĆŸe nefunguje jeho zpÄtnĂœ ventil, kterĂœm za vypnutĂ©ho stavu kompresoru chladivo podchĂĄzĂ. NapĆ. ON/OFF kompresor se mĂĄ po odepnutĂ jeho stykaÄe (pĆeruĆĄenĂ napĂĄjenĂ elektrickĂœm proudem) ihned zastavit. Pokud po odepnutĂ stykaÄe slyĆĄĂte, ĆŸe kompresor jeĆĄtÄ pĂĄr vteĆin tzv. „dojĂĆŸdĂ“, je nÄco ĆĄpatnÄ. ZaĆŸil jsem pĆĂpad, kdy se mÄnil kompresor jen kvĆŻli pĂskĂĄnĂ po jeho vypnutĂ, kterĂ© bylo zpĆŻsobovĂĄno podchĂĄzenĂm chladiva zpÄtnĂœm ventilem na vĂœtlaku kompresoru.
3. Diagnostika dle teplot
3.1 Podle teploty vzduchu a vypaĆovacĂ teploty
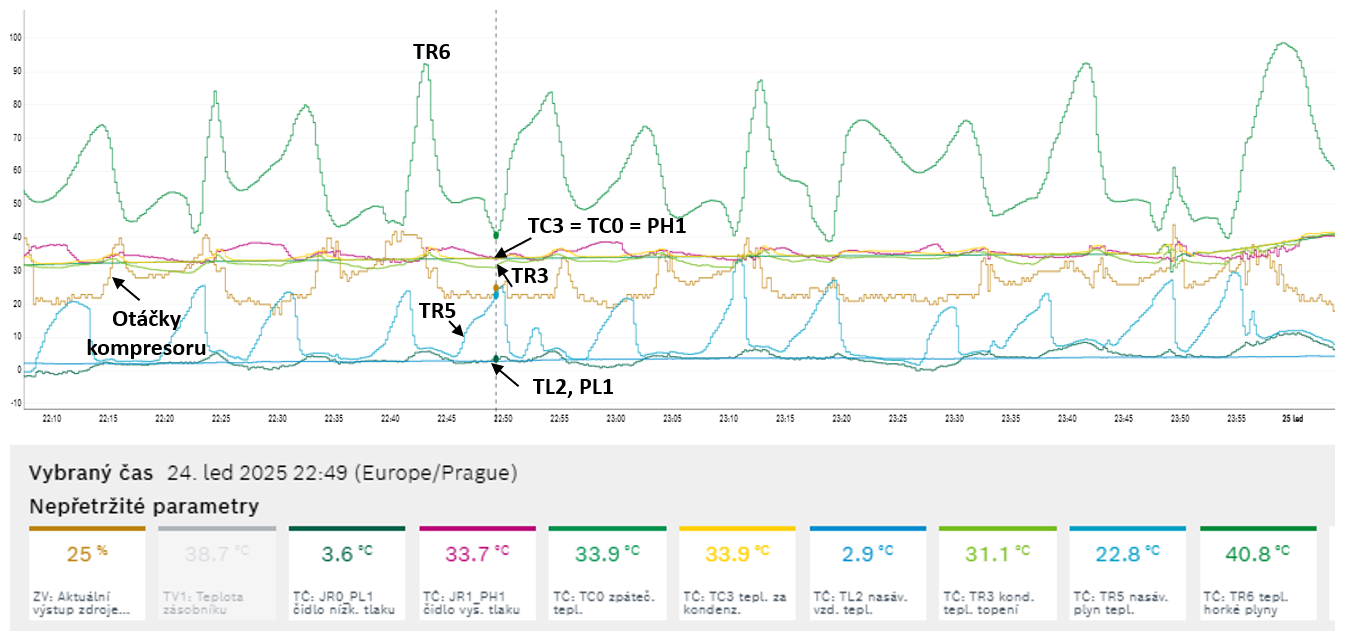
Jak vĂte z pĆedchozĂch dĂlĆŻ seriĂĄlu ÄlĂĄnkĆŻ „ZkuĆĄenosti z provozu TÄ“, kdyĆŸ je kompresor zdravĂœ a funguje sprĂĄvnÄ expanznĂ ventil, tak se napĆ. u TÄ vzduch/voda vĆŸdy vytvoĆĂ urÄitĂœ teplotnĂ rozdĂl mezi vzduchem vstupujĂcĂm do vĂœparnĂku a vypaĆovacĂ teplotou chladiva. KdyĆŸ je tento rozdĂl velmi malĂœ (viz rozdĂl TL2 − PL1 = 0,7 K na Obr. 1), mĆŻĆŸe bĂœt indiciĂ, ĆŸe kompresor ĆĄpatnÄ saje, a tĂm pĂĄdem ĆŸe nemĂĄ ani potĆebnĂœ topnĂœ vĂœkon – to lze vidÄt i na malĂ©m teplotnĂm rozdĂlu otopnĂ© vody na kondenzĂĄtoru TC3 − TC0.
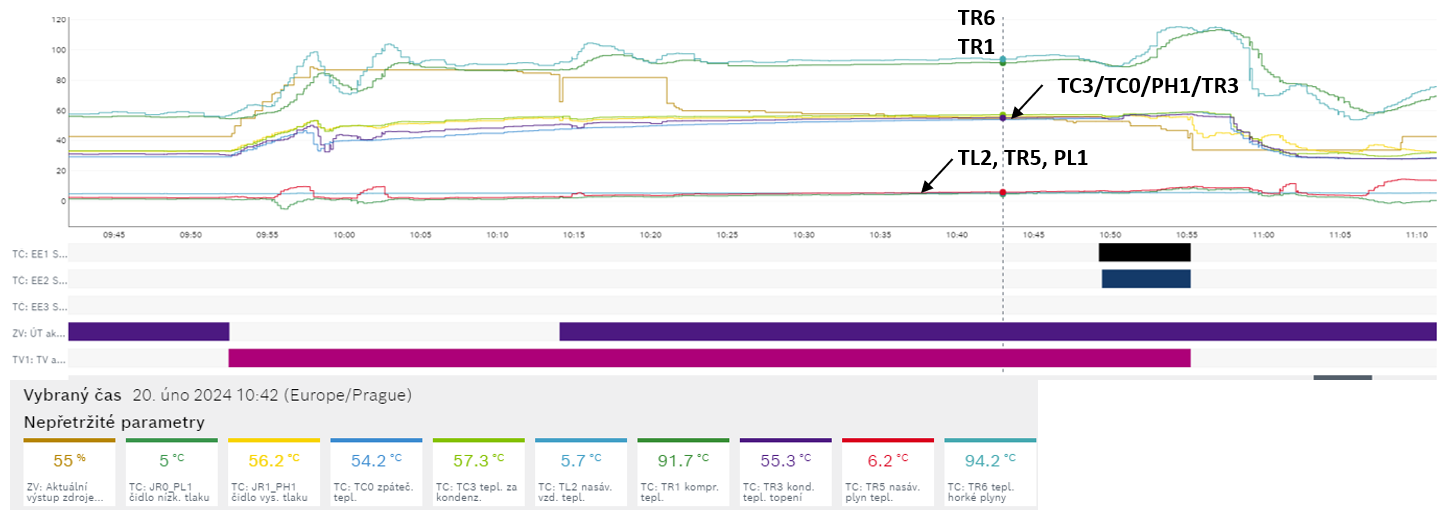
Obr. 1 Projev vadnĂ©ho kompresoru kvĆŻli malĂ©mu rozdĂlu teplot (TL2 − PL1) mezi nasĂĄvanĂœm vzduchem a vypaĆovacĂ teplotou
Pro potvrzenĂ, ĆŸe je problĂ©m v kompresoru, vĂœbornÄ slouĆŸĂ takĂ© Obr. 2 a 3. V Äase 22:54:30 (Obr. 2) zaÄĂnajĂ klesat otĂĄÄky kompresoru, zĂĄroveĆ klesĂĄ i teplota TC3 (zelenĂĄ kĆivka), ale zpĂĄteÄka TC0 se drĆŸĂ. VidĂte, ĆŸe kondenzaÄnĂ teplota PH1 sklesala pod TC3 o 12 K a zĂĄroveĆ je vĂœstup TC3 pod teplotou zpĂĄteÄky, coĆŸ je nelogickĂ©. VĆĄimnÄte si ÄervenĂ© kĆivky TR5 – SĂĄnĂ kompresoru, kterĂĄ po omezenĂ otĂĄÄek kompresoru vyskoÄila na 49 °C – pĆitom kompresor stĂĄle bÄĆŸĂ, takĆŸe nelze tento jev pĆipsat na konto ohĆĂĄtĂ Äidla od tepelnĂœch ztrĂĄt kompresoru po jeho vypnutĂ. A dalĆĄĂ dĆŻleĆŸitĂĄ poloĆŸka je, ĆŸe nasĂĄvanĂœ vzduch TL2 je na cca 5 °C a po snĂĆŸenĂ otĂĄÄek kompresoru vyrostla vypaĆovacĂ teplota PL1 na cca 8 °C – to pĆece nenĂ moĆŸnĂ©, aby vypaĆovacĂ teplota byla nad teplotou vzduchu – to je ĆĄpatnÄ za klidu kompresoru, natoĆŸ za jeho bÄhu.
Proto po poklesu otĂĄÄek kompresoru chvilkovÄ narostl tlak/vypaĆovaÄka PL1 v sĂĄnĂ nad teplotu TL2, aby ve 22:57 uĆŸ byla vypaĆovacĂ teplota srovnanĂĄ se vzduchem. Aby kondenzaÄnĂ teplota PH1 poklesla pod teplotu zpĂĄteÄky TC0 a sĂĄnĂ TR5 narostlo takĂ© na teplotu TC0, takĂ© nenĂ normĂĄlnĂ. Chladivo o vysokĂ©m tlaku se tak protlaÄilo do sĂĄnĂ kompresoru skrz kompresnĂ prostor. EvidentnÄ tedy zĂĄvada na kompresoru zpĆŻsobila pokles jeho objemovĂ© ĂșÄinnosti, a tedy i vĂœkonu.
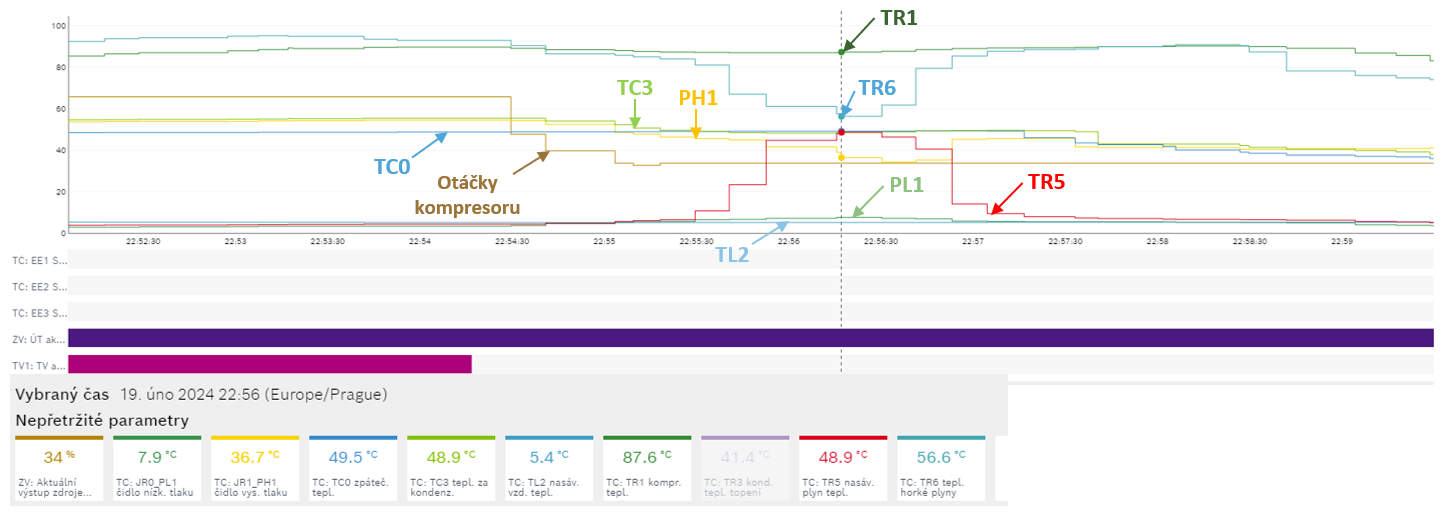
Obr. 2 PrudkĂœ vzrĆŻst teploty TR5 v sĂĄnĂ kompresoru po snĂĆŸenĂ otĂĄÄek kompresoru, coĆŸ znaÄĂ jeho vnitĆnĂ netÄsnost. Teplota TR5 narĆŻstĂĄ aĆŸ na ĂșroveĆ teplot otopnĂ© vody TC3/TC0 na kondenzĂĄtoru, coĆŸ je ĆĄpatnÄ.
Obr. 3 ukazuje pohled na stejnĂœ kompresor jako v pĆedchozĂm Obr. 2, kterĂœ provoz ukazuje v rozmezĂ cca 2 h se dvÄma cykly pĆĂpravy teplĂ© vody (fialovĂ©, vodorovnĂ© pruhy). Oba krajnĂ cykly opÄt ukazujĂ v podstatÄ srovnanĂ© teploty TL2 a PL1, coĆŸ je dĆŻkaz nĂzkĂ©ho vĂœkonu kompresoru. ProstĆednĂ pasĂĄĆŸ ukazuje Äinnost expanznĂch ventilĆŻ – kdyĆŸ se TR6 pĆiblĂĆŸĂ blĂzko hranici 20 K nad PH1, expanznĂ ventily reagujĂ, coĆŸ ukazuje zmÄny v PH1 a PL1. Ćœe nedojde ke stabilizaci pĆehĆĂĄtĂ a teploty horkĂ©ho plynu je zpĆŻsobeno tĂm, ĆŸe provoz exp. ventilĆŻ je SW naladÄn na Äinnost zdravĂ©ho kompresoru, kterĂœ je v tomto pĆĂpadÄ bohuĆŸel poĆĄkozen. V Äasech kousek po 18:30 a po 19:50 je elipsami vyznaÄena do oÄĂ „bijĂcĂ“ pĆĂliĆĄ vysokĂĄ teplota TR5 spojenĂĄ s poklesem otĂĄÄek kompresoru a pĆepnutĂm 3cestnĂ©ho ventilu ze zĂĄsobnĂku teplĂ© vody do reĆŸimu vytĂĄpÄnĂ.
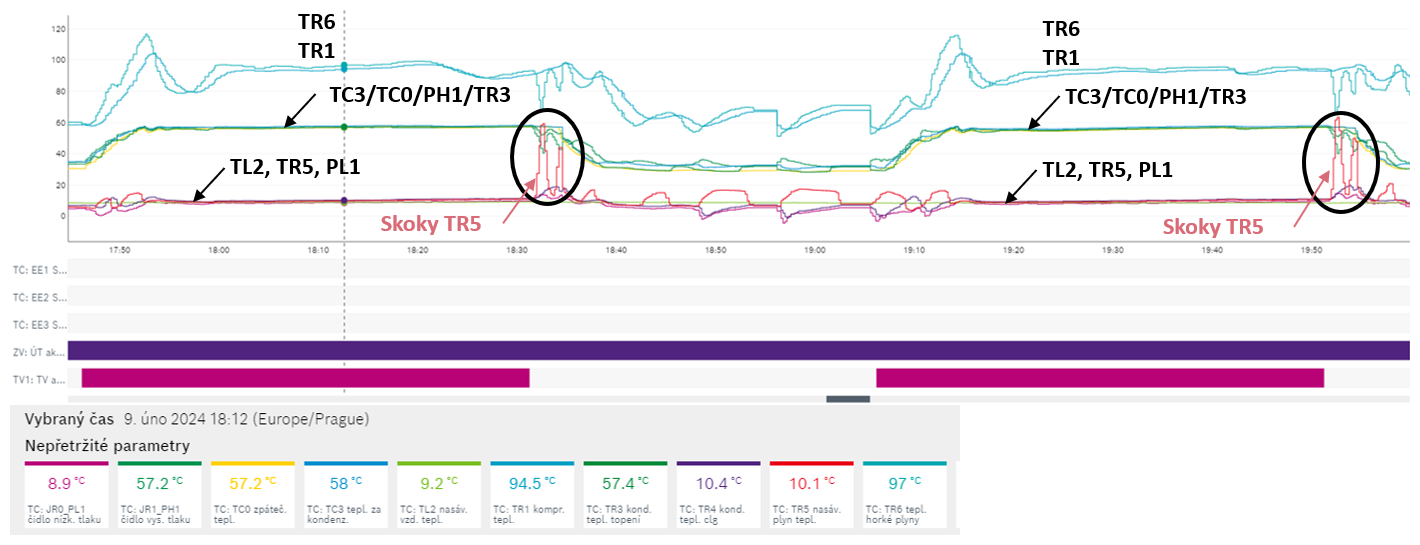
Obr. 3 OpakovanĂ© skoky teploty TR5 v sĂĄnĂ kompresoru aĆŸ na ĂșroveĆ teplot otopnĂ© vody na kondenzĂĄtoru. Kompresor mÄl vnitĆnĂ netÄsnost a bylo potĆeba ho vymÄnit.
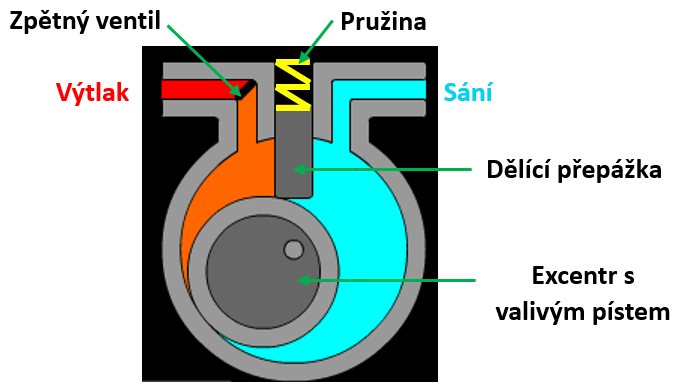
Obr. 4 ZjednoduĆĄenĂ© schĂ©ma rotaÄnĂho kompresoru Twin Rottary
PĆĂÄinou nĂzkĂ©ho topnĂ©ho vĂœkonu stroje a podezĆelĂœch skokĆŻ teploty TR5 v sĂĄnĂ (obr. 2 a 3) je netÄsnost v kompresoru – zĆejmÄ netÄsnĂ dÄlicĂ pĆepĂĄĆŸka v rotaÄnĂm kompresoru Twin Rottary (viz obr. 4). Tato pĆepĂĄĆŸka mĂĄ za Ășkol oddÄlovat vĂœtlaÄnou a sacĂ ÄĂĄst kompresoru. Aby se tak opravdu dÄlo, musĂ dÄlicĂ pĆepĂĄĆŸka v kaĆŸdĂ© pozici valivĂ©ho pĂstu perfektnÄ na tento pĂst dosedat. DĆŻvodem netÄsnĂcĂ pĆepĂĄĆŸky Äasto bĂœvĂĄ vadnĂĄ pruĆŸina.
JinĂœ pĆĂklad vadnĂ©ho rotaÄnĂho kompresoru Twin Rottary je na Obr. 5, kdy extrĂ©mnÄ skĂĄkalo pĆehĆĂĄtĂ (TR5 − PL1) v sĂĄnĂ kompresoru i horkĂœ plyn TR6 na vĂœtlaku, ale vypaĆovacĂ teplota PL1 byla v podstatÄ srovnanĂĄ s teplotou nasĂĄvanĂ©ho vzduchu. Äasto i byla teplota TR6 velmi blĂzko kondenzaÄnĂ teplotÄ PH1 (viz kurzor na Obr. 5) a rozdĂl teplot na kondenzĂĄtoru TC3 − TC0 v podstatÄ nulovĂœ. To vĆĄe bylo dĆŻkazem, ĆŸe kompresor opravdu nemÄl vĂœkon z dĆŻvodu jeho mechanickĂ©ho poĆĄkozenĂ – nedokĂĄzal dobĆe nasĂĄvat chladivo – proto je mĂsty i vypaĆovacĂ teplota nelogicky nad teplotou nasĂĄvanĂ©ho vzduchu.
Obr. 5 PrudkĂ© skoky teploty horkĂ©ho plynu TR6, stejnÄ tak teploty sĂĄnĂ kompresoru TR5, kdy i vypaĆovacĂ teplota PL1 byla Äasto srovnanĂĄ s teplotou nasĂĄvanĂ©ho vzduchu TL2 – kompresor byl vadnĂœ
3.2 Podle teplot na kondenzĂĄtoru
Nenechte se zmĂĄst na instalacĂch TÄ s ĆĂzenĂœmi obÄhovĂœmi Äerpadly, ĆŸe je urÄitÄ vĆĄe v poĆĂĄdku, kdyĆŸ mĂĄte rozdĂl teplot otopnĂ© vody na kondenzĂĄtoru stroje tĆeba 7 Kelvin. Onen rozdĂl sice docĂlil kompresor, ale tĆeba za tĂm stojĂ extrĂ©mnÄ nĂzkĂ© otĂĄÄky obÄhovĂ©ho Äerpadla, kterĂ© nastavila regulace TÄ, kdy tyto obÄhovky jsou Äasto ĆĂzeny dle ΔT otopnĂ© vody, tedy teplotnĂho spĂĄdu na kondenzĂĄtoru. To mĆŻĆŸe „ukrĂœvat“ nĂzkĂœ vĂœkon TÄ. Pro takovĂ© pĆĂpady je nejlepĆĄĂ buÄ odpojit ĆĂdicĂ signĂĄl od obÄhovky, aby se rozbÄhla naplno (u PWM signĂĄlu Äi MODbus ĆĂzenĂ to takto jde), anebo musĂ bĂœt nastaveny konstantnĂ otĂĄÄky, aĆ„ uĆŸ v regulaci TÄ, nebo pĆĂmo na obÄhovce.
U starĆĄĂch a opotĆebovanĂœch ON/OFF kompresorĆŻ lze nÄkdy vidÄt, ĆŸe po vypnutĂ kompresoru prudce roste teplota na sacĂm potrubĂ kompresoru (viz teplota Toh na Obr. 6), coĆŸ je znamenĂ, ĆŸe uĆŸ zĆejmÄ netÄsnĂ ideĂĄlnÄ spirĂĄly kompresoru. NicmĂ©nÄ na takovĂœch akcĂch stroje slouĆŸĂ Äasto dĂĄl bez dalĆĄĂch problĂ©mĆŻ klidnÄ i nÄkolik let a zĂĄkaznĂk to ani nepocĂtĂ na provozu, napĆ. v provoznĂch nĂĄkladech Äi ztrĂĄtÄ vĂœkonu – z hlediska statistiky opravdu nemusĂ nikdo poznat jakĂœkoliv problĂ©m, a proto se k vĂœmÄnÄ kompresoru v takovĂœch pĆĂpadech mimo zĂĄruku nesahĂĄ.
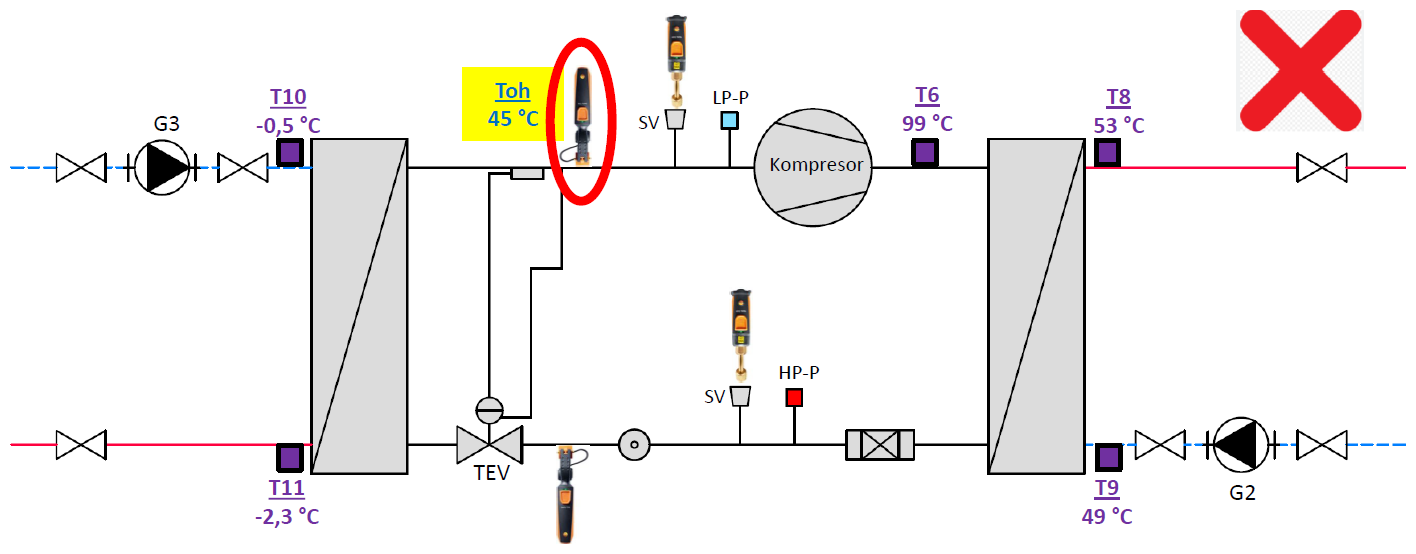
Obr. 6 NĂĄrĆŻst teploty Toh v sĂĄnĂ on/off kompresoru TÄ zemÄ/voda krĂĄtce po vypnutĂ kompresoru, kdy po 18 letech provozu jiĆŸ sprĂĄvnÄ netÄsnĂ spirĂĄly kompresoru typu scroll. TÄ vĆĄak stĂĄle bÄĆŸelo bez chyb. SpotĆeba elektĆiny byla v prĆŻbÄhu let stĂĄle pĆibliĆŸnÄ stejnĂĄ a liĆĄila se jen dle charakteru topnĂ©ho obdobĂ.
3.3 Podle teplot bÄhem odtĂĄvĂĄnĂ
VadnĂœ kompresor mĆŻĆŸe bĂœt diagnostikovĂĄn podle teplot napĆ. i bÄhem odtĂĄvĂĄnĂ. TakovĂœ stav je zaznamenĂĄn na Obr. 7, kdy vypaĆovacĂ teplota JR0 a kondenzaÄnĂ teplota JR1 jsou shodnÄ 0 °C, i kdyĆŸ kompresor bÄĆŸĂ. PĆitom vĂme, ĆŸe za bÄhu kompresoru mĂĄ bĂœt krĂĄtce po jeho startu dosaĆŸen jednoznaÄnĂœ rozdĂl mezi JR1 a JR0. To nĂĄs mĆŻĆŸe vĂ©st k nĂĄzoru, ĆŸe ĆĄpatnÄ tÄsnĂ 4cestnĂœ ventil VR4, coĆŸ je i pĆĂpad tohoto pĆĂkladu, ale dĆŻleĆŸitĂ© je vÄdÄt, proÄ 4cestnĂœ ventil ĆĄpatnÄ tÄsnĂ. Aby se 4cestnĂœ ventil pĆepnul tÄsnÄ, musĂ jednak pĆijĂt signĂĄl na cĂvku 4cestnĂ©ho ventilu, ale zĂĄroveĆ kompresor musĂ mĂt dostateÄnĂœ vĂœkon pro tÄsnĂ© pĆepnutĂ tohoto ventilu. U tohoto stroje byl pouĆŸit takĂ© rotaÄnĂ kompresor Twin Rottary, ve kterĂ©m selhala jiĆŸ zmiĆovanĂĄ pruĆŸina, jejĂmĆŸ Ășkolem je pĆitlaÄovat dÄlicĂ pĆepĂĄĆŸku k valivĂ©mu pĂstu kompresoru. Jakmile tato pruĆŸina selĆŸe, dÄlicĂ deska nestĂhĂĄ kopĂrovat pohyb valivĂ©ho pĂstu. Kompresor nemĆŻĆŸe „jĂt do tlaku“ jako u zdravĂ©ho stroje a 4cestnĂœ ventil se pĆi odtĂĄvĂĄnĂ tÄsnÄ nepĆepne, i kdyĆŸ samotnĂ©mu ventilu nic nenĂ. PĆitom v reĆŸimu vytĂĄpÄnĂ kompresor tlakovĂœ rozdĂl dokĂĄĆŸe vytvoĆit a stroj se tak v prvnĂ chvĂli jevĂ jako bezvadnĂœ. Zde mĆŻĆŸe pĆi diagnostice dojĂt k chybÄ (ale nenĂ to rozhodnÄ ĆŸĂĄdnĂĄ ostuda), ĆŸe se vymÄnĂ prvnÄ 4cestnĂœ ventil a aĆŸ pak se zjistĂ, ĆŸe vĂœmÄna ventilu niÄemu nepomohla a chyba tak je nÄkde jinde.
Je tedy nutnĂ© si uvÄdomit, ĆŸe tato chyba mĆŻĆŸe bĂœt pro technika i zĂĄkaznĂka dosti zĂĄkeĆnĂĄ a kolikrĂĄt neĆŸ metodou „pokus-omyl“ se sprĂĄvnĂ©ho vĂœsledku nedoberete.
Zcela vĂœjimeÄnĂœm mĆŻĆŸe bĂœt problĂ©m v SW, kdy vĂœrobce do odtĂĄvĂĄnĂ nechĂĄ kompresor bÄĆŸet na pĆĂliĆĄ nĂzkĂ© otĂĄÄky, kterĂ© pro tÄsnĂ© pĆepnutĂ 4cestnĂ©ho ventilu nestaÄĂ.
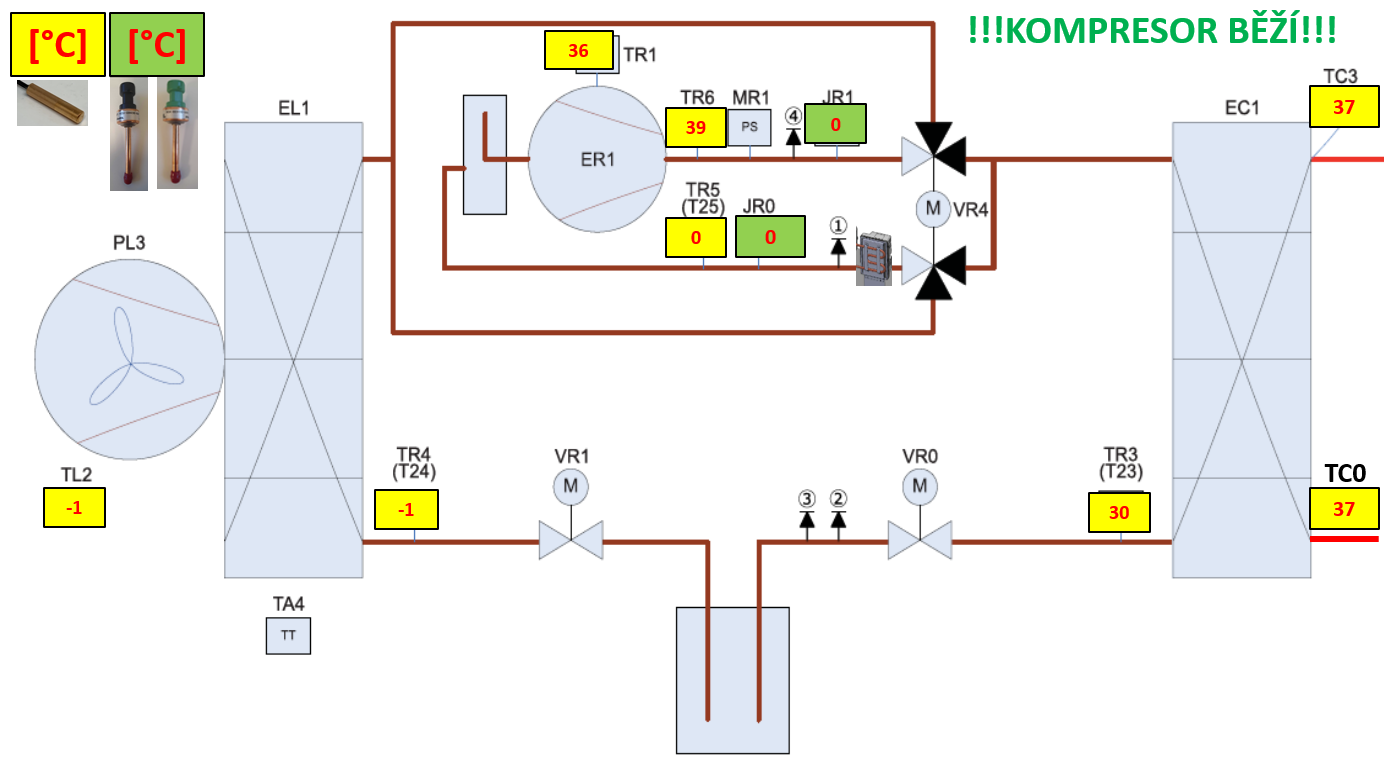
Obr. 7 VyrovnanĂ© teploty (resp. tlaky) JR1 a JR0 v reĆŸimu odtĂĄvĂĄnĂ, kterĂ© napovĂdajĂ, ĆŸe 4cestnĂœ ventil nenĂ zcela tÄsnÄ pĆepnutĂœ. DĆŻvodem zde byl vadnĂœ kompresor.
4. Diagnostika promÄĆenĂm elektrickĂœch vlastnostĂ kompresoru
BÄĆŸnÄ se provĂĄdĂ mÄĆenĂ proudĆŻ na kompresoru. Zde je problĂ©m, ĆŸe technici nevÄdĂ, jakĂ© proudy na jednotlivĂœch fĂĄzĂch majĂ kdy namÄĆit, protoĆŸe ty zĂĄvisejĂ jednak na teplotnĂch podmĂnkĂĄch, ale i na aktuĂĄlnĂch otĂĄÄkĂĄch kompresoru, pokud je frekvenÄnÄ ĆĂzenĂœ. Pokud jsou vinutĂ kompresoru stejnĂĄ a napĆ. na jednom z vinutĂ nenĂ nÄjakĂĄ tepelnĂĄ ochrana, mÄly by proudy do vĆĄech cĂvek bĂœt stejnÄ velkĂ© – to je vÄtĆĄinou jedinĂ©, co technik dokĂĄĆŸe z mÄĆenĂ proudĆŻ poznat, a stĂĄle nevĂ, zda proudy nejsou pro danĂ© podmĂnky vyĆĄĆĄĂ, napĆ. pokud by byl kompresor mechanicky pĆidĆenĂœ. Proto pomĂĄhĂĄ udÄlat i mÄĆenĂ odporĆŻ cĂvek vinutĂ kompresoru. RozeznĂĄvĂĄme dvÄ mÄĆenĂ, jedno je mÄĆenĂ odporĆŻ cĂvek mezi sebou (viz Obr. 8) a mÄĆenĂ odporu cĂvek proti zemi, tzv. izolaÄnĂho stavu kompresoru (viz Obr. 9). ZĂĄsadnĂ je si uvÄdomit, ĆŸe mÄĆenĂ odporu cĂvek mezi sebou mĆŻĆŸeme dÄlat pomocĂ multimetru, ale mÄĆenĂ izolaÄnĂho odporu proti zemi bychom mÄli provĂĄdÄt pomocĂ tzv. megmetu, kterĂœ dĂky vysokĂ©mu napÄtĂ opravdu dokĂĄĆŸe provÄĆit izolaÄnĂ stav kompresoru. BohuĆŸel, Äasto se izolaÄnĂ stav kompresoru provÄĆuje pouze pomocĂ obyÄejnĂ©ho multimetru, kterĂœ Äasto neposkytuje zcela spolehlivĂ© vĂœsledky izolaÄnĂho odporu, pokud nejde vyloĆŸenÄ o tvrdĂœ zkrat na kostru tak jako na (Obr. 10).
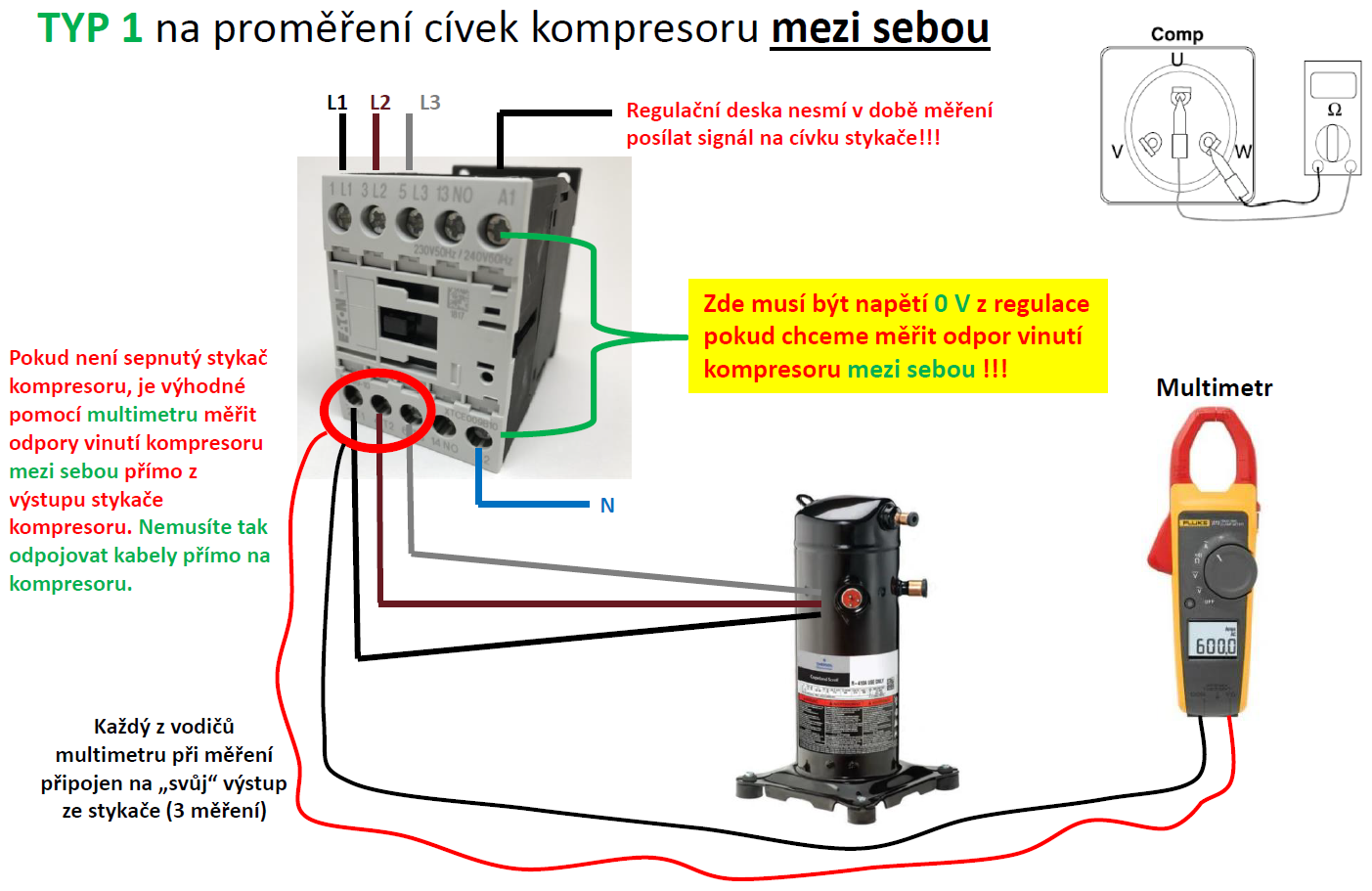
Obr. 8 MÄĆenĂ odporĆŻ cĂvek kompresoru mezi sebou s pomocĂ multimetru. MÄĆeno z vĂœstupnĂch svorek stykaÄe kompresoru.
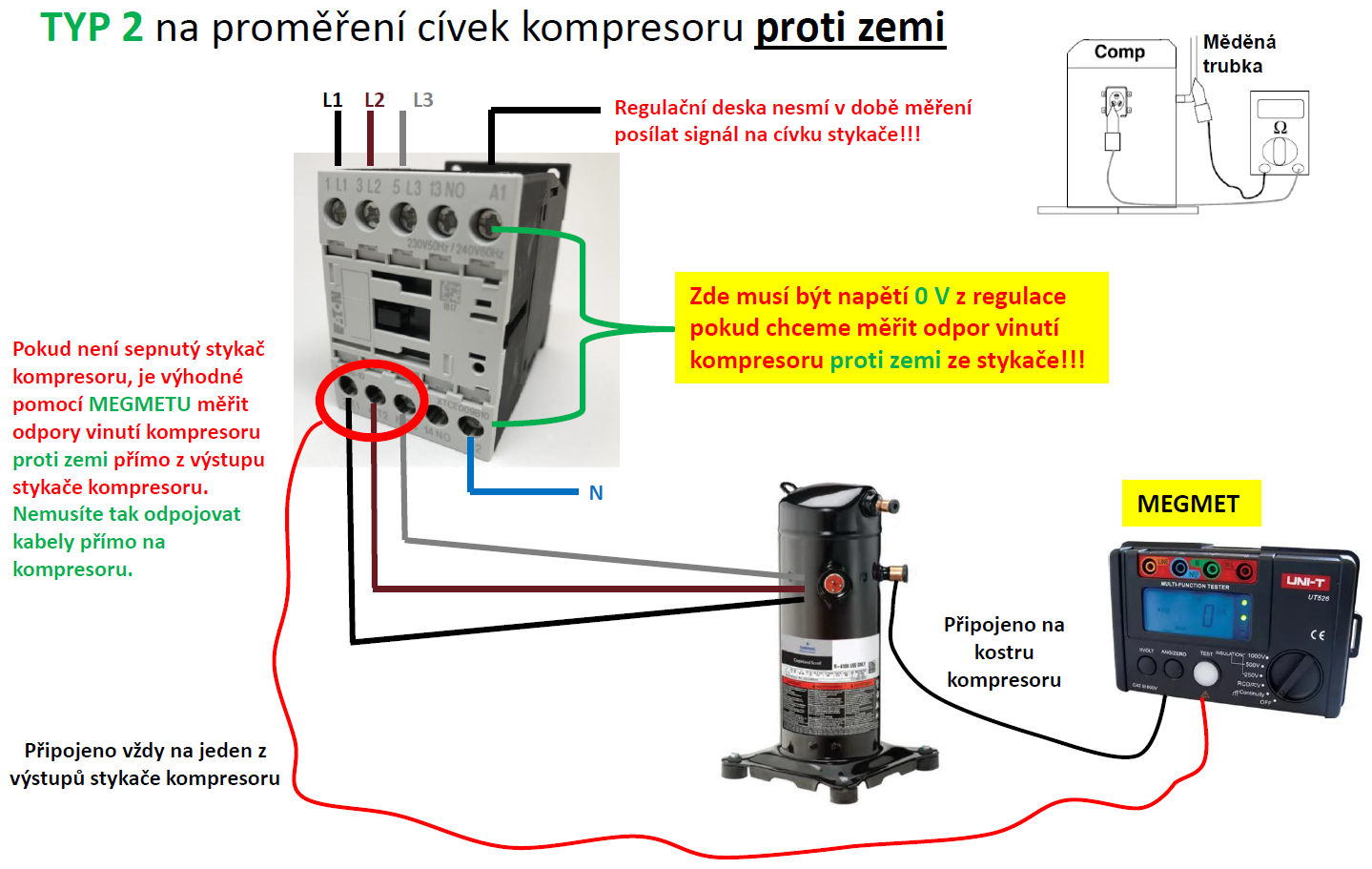
Obr. 9 MÄĆenĂ odporĆŻ cĂvek kompresoru proti zemi pomocĂ megmetu. MÄĆeno z vĂœstupnĂch svorek stykaÄe kompresoru a kovovĂœm obalem kompresoru (tzv. „kostrou“ Äi „zemĂ“)

Obr. 10 MÄĆenĂ odporu cĂvek kompresoru proti zemi s pomocĂ multimetru v pĆĂpadÄ, kdy je vinutĂ zcela jasnÄ proraĆŸeno na kostru kompresoru.