Jak montovat nerezovĂ© vlnovcovĂ© trubky – zĂĄvitovĂœ zpĆŻsob (I)
Postup montĂĄĆŸe systĂ©mu IVAR.SITE pomocĂ lisovacĂ hlavy IVAR.SITE-LH na ukonÄenĂ ohebnĂœch nerezovĂœch vlnovcovĂœch trubek.
1. PouĆŸitĂœ materiĂĄl a nĂĄĆadĂ
- IVAR.SITE-LH – lisovacĂ hlava na ukonÄenĂ nerezovĂœch vlnovcovĂœch trubek (obj. kĂłd M1600003 rozmÄr 1/2" a 3/4", M160002 rozmÄr 1"), ĆeznĂ© koleÄko na ocel, stranovĂ© klĂÄe 24, 30, 38 mm a 27, 41 mm na lisovacĂ hlavy, plochĂ© kleĆĄtÄ.
- IVAR.SITE-PS - sada pro montĂĄĆŸ a kompletaci s pĆevleÄnĂœmi maticemi pro ukonÄenĂ vlnovcovĂ©ho ohebnĂ©ho nerezovĂ©ho potrubĂ IVAR.SITE-TR (sada obsahuje 20 ks pĆŻlenĂœch krouĆŸkĆŻ IVAR.SITE-KR, 20 ks matic IVAR.SITE-MA a 20 ks tÄsnicĂch podloĆŸek IVAR.FASIT 202 W pro vodu - max. teplota 180 °C) v dimenzĂch 1/2", 3/4", 1".
- IVAR.SITE-TR - nerezovĂĄ vlnovcovĂĄ trubka ohebnĂĄ, prĆŻmÄry 12, 16 a 20 mm (dimenze 1/2", 3/4", 1") urÄenĂĄ pro instalace pitnĂ© vody, vytĂĄpÄnĂ a systĂ©mĆŻ s obnovitelnĂœmi zdroji energie. VhodnĂĄ zejmĂ©na pro dopojenĂ kotlĆŻ, tepelnĂœch Äerpadel, vĂœmÄnĂkĆŻ, solĂĄrnĂch systĂ©mĆŻ a panelĆŻ. NerezovĂ© vlnovcovĂ© trubky IVAR.SITE-TR jsou z materiĂĄlu nerez AISI 304 pouĆŸitelnĂ© pro tlakovĂ© zatĂĆŸenĂ do PN 15, teplotu mĂ©dia v zĂĄvislosti na typu tÄsnicĂch podloĆŸek a jsou schvĂĄleny pro pitnou vodu (protokol SZĂ Brno).

2. Postup montĂĄĆŸe
2.1. NamÄĆenĂ a oddÄlenĂ
Po namÄĆenĂ potĆebnĂ© dĂ©lky, pĆidat k celkovĂ© dĂ©lce jednu vlnovku (oblouk) a ĆezĂĄkem vlnovcovou trubku oddÄlit. PĆidanĂĄ vlnovka (oblouk) je urÄena pro nĂĄslednĂ© vytvoĆenĂ dosedacĂ plochy na konci trubky. DbĂĄme na pravidelnĂœ Ćez, trubka by se nemÄla u konce dÄlenĂ dolamovat, okraj musĂ bĂœt pravidelnĂœ bez neĆŸĂĄdoucĂch otĆepĆŻ.


2.2. NasazenĂ pĆevleÄnĂ© matice a pĆŻlenĂœch krouĆŸkĆŻ
Na takto pĆipravenou trubku se nasadĂ pĆevleÄnĂĄ matice a za prvnĂ vlnovkou (obloukem) od hrany trubky se secvakne sada pĆŻlenĂœch krouĆŸkĆŻ a to ostrou hranou k ĂșstĂ trubky, zaoblenÄjĆĄĂ stranou smÄrem k matici.

2.3. UsazenĂ lisovacĂ hlavy
Na lisovacĂ hlavu o odpovĂdajĂcĂm rozmÄru v zĂĄvislosti na dimenzi potrubĂ, naĆĄroubujeme trubku s pĆevleÄnou maticĂ a pĆŻlenĂœmi krouĆŸky.
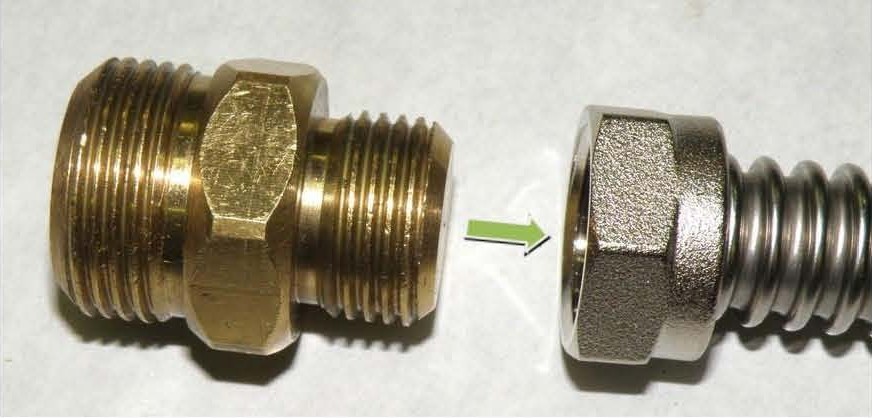
2.4. VlastnĂ vytvoĆenĂ dosedacĂ plochy (pertlu)
PostupnĂœm utahovĂĄnĂm pĆevleÄnĂ© matice na lisovacĂ hlavu se na okraji trubky vytvĂĄĆĂ poĆŸadovanĂĄ dosedacĂ plocha, kterĂĄ zajiĆĄĆ„uje polohu pĆevleÄnĂ© matice. Je dĆŻleĆŸitĂ© dodrĆŸet postup, kdy lisovacĂ hlava je uchopena staticky a dotahujeme pĆevleÄnou matici, ne naopak. PĆi tomto postupu dochĂĄzĂ k mnohem menĆĄĂmu opotĆebovĂĄnĂ mosaznĂ© lisovacĂ hlavy. Po dotaĆŸenĂ pĆevleÄnĂ© matice na lisovacĂ hlavu pĆimÄĆenou silou (nenĂ potĆeba dotahovat pĆĂliĆĄ, aby opÄt a zbyteÄnÄ nedochĂĄzelo k opotĆebovĂĄnĂ lisovacĂ hlavy), vyĆĄroubujeme lisovacĂ hlavu z pĆevleÄnĂ© matice.

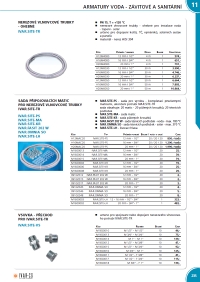
2.5. UmĂstÄnĂ matice a tÄsnÄnĂ
Po vyĆĄroubovĂĄnĂ lisovacĂ hlavy a kontrole vytvoĆenĂ© plochy vzniklĂ© zalisovĂĄnĂm okraje trubky, pĆevlĂ©kneme pĆes toto osazenĂ (pertl) pĆevleÄnou matici IVAR.SITE-MA a vloĆŸĂme odpovĂdajĂcĂ tÄsnÄnĂ. VlnovcovĂĄ nerezovĂĄ trubka je tak pĆipravena k napojenĂ na zĂĄvitovĂœ pĆechod IVAR.SITE-VS dodĂĄvanĂœ v rozmÄrech 1/2", 3/4", 1" a kontrolnĂ tlakovĂ© zkouĆĄce.



SpoleÄnost IVAR CS spol. s r.o. pĆŻsobĂ, jako reprezentant obchodnÄ technickĂ©ho zastoupenĂ Ćady evropskĂœch firem pĆŻsobĂcĂch v oboru TZB dle kategorizace pouĆŸitĂ. IVARTRIO - rozvody podlahovĂ©ho vytĂĄpÄnĂ, rozvody k otopnĂœm tÄlesĆŻm vÄetnÄ jejich pĆipojenĂ, ...