Jak montovat nerezové vlnovcové trubky – závitový způsob (I)
Postup montáže systému IVAR.SITE pomocí lisovací hlavy IVAR.SITE-LH na ukončení ohebných nerezových vlnovcových trubek.
1. Použitý materiál a nářadí
- IVAR.SITE-LH – lisovací hlava na ukončení nerezových vlnovcových trubek (obj. kód M1600003 rozměr 1/2" a 3/4", M160002 rozměr 1"), řezné kolečko na ocel, stranové klíče 24, 30, 38 mm a 27, 41 mm na lisovací hlavy, ploché kleště.
- IVAR.SITE-PS - sada pro montáž a kompletaci s převlečnými maticemi pro ukončení vlnovcového ohebného nerezového potrubí IVAR.SITE-TR (sada obsahuje 20 ks půlených kroužků IVAR.SITE-KR, 20 ks matic IVAR.SITE-MA a 20 ks těsnicích podložek IVAR.FASIT 202 W pro vodu - max. teplota 180 °C) v dimenzích 1/2", 3/4", 1".
- IVAR.SITE-TR - nerezová vlnovcová trubka ohebná, průměry 12, 16 a 20 mm (dimenze 1/2", 3/4", 1") určená pro instalace pitné vody, vytápění a systémů s obnovitelnými zdroji energie. Vhodná zejména pro dopojení kotlů, tepelných čerpadel, výměníků, solárních systémů a panelů. Nerezové vlnovcové trubky IVAR.SITE-TR jsou z materiálu nerez AISI 304 použitelné pro tlakové zatížení do PN 15, teplotu média v závislosti na typu těsnicích podložek a jsou schváleny pro pitnou vodu (protokol SZÚ Brno).

2. Postup montáže
2.1. Naměření a oddělení
Po naměření potřebné délky, přidat k celkové délce jednu vlnovku (oblouk) a řezákem vlnovcovou trubku oddělit. Přidaná vlnovka (oblouk) je určena pro následné vytvoření dosedací plochy na konci trubky. Dbáme na pravidelný řez, trubka by se neměla u konce dělení dolamovat, okraj musí být pravidelný bez nežádoucích otřepů.


2.2. Nasazení převlečné matice a půlených kroužků
Na takto připravenou trubku se nasadí převlečná matice a za první vlnovkou (obloukem) od hrany trubky se secvakne sada půlených kroužků a to ostrou hranou k ústí trubky, zaoblenější stranou směrem k matici.

2.3. Usazení lisovací hlavy
Na lisovací hlavu o odpovídajícím rozměru v závislosti na dimenzi potrubí, našroubujeme trubku s převlečnou maticí a půlenými kroužky.
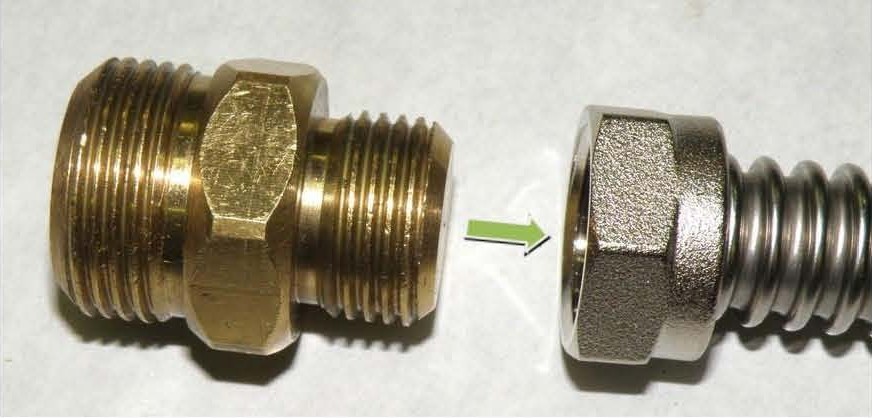
2.4. Vlastní vytvoření dosedací plochy (pertlu)
Postupným utahováním převlečné matice na lisovací hlavu se na okraji trubky vytváří požadovaná dosedací plocha, která zajišťuje polohu převlečné matice. Je důležité dodržet postup, kdy lisovací hlava je uchopena staticky a dotahujeme převlečnou matici, ne naopak. Při tomto postupu dochází k mnohem menšímu opotřebování mosazné lisovací hlavy. Po dotažení převlečné matice na lisovací hlavu přiměřenou silou (není potřeba dotahovat příliš, aby opět a zbytečně nedocházelo k opotřebování lisovací hlavy), vyšroubujeme lisovací hlavu z převlečné matice.

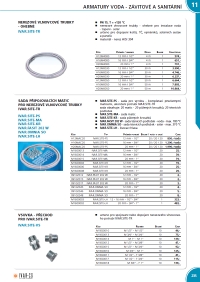
2.5. Umístění matice a těsnění
Po vyšroubování lisovací hlavy a kontrole vytvořené plochy vzniklé zalisováním okraje trubky, převlékneme přes toto osazení (pertl) převlečnou matici IVAR.SITE-MA a vložíme odpovídající těsnění. Vlnovcová nerezová trubka je tak připravena k napojení na závitový přechod IVAR.SITE-VS dodávaný v rozměrech 1/2", 3/4", 1" a kontrolní tlakové zkoušce.



Společnost IVAR CS spol. s r.o. působí, jako reprezentant obchodně technického zastoupení řady evropských firem působících v oboru TZB dle kategorizace použití. IVARTRIO - rozvody podlahového vytápění, rozvody k otopným tělesům včetně jejich připojení, ...